
The Latest Weld Pool Monitoring Technology
Welding monitoring technology detects defects and anomalies during welding by real-time measurement of parameters such as current, voltage, temperature, and airflow. By monitoring these parameters, the shape of the welding arc, arc stability, material melting depth, and other conditions can be determined, thereby achieving control over welding quality.
At present, common welding monitoring technologies include laser spectroscopy, infrared radiation technology, electromagnetic wave nondestructive testing technology, and acoustic detection technology. Among them, laser spectroscopy is a detection technique based on atomic emission spectroscopy or molecular absorption spectroscopy, mainly used for online detection of alloying elements and impurity elements during welding. Infrared radiation technology utilizes the linear relationship between the intensity of infrared radiation emitted by matter at thermal equilibrium and temperature to realize real-time monitoring and control of the temperature field during welding. Electromagnetic wave nondestructive testing technology mainly detects defects such as incomplete penetration and Hastelloy cracks in welded metals by observing the propagation characteristics and anomalies of electromagnetic waves. Acoustic detection technology identifies welding defects such as porosity by analyzing acoustic signals generated during welding.
I. Current Development of Molten Pool Sensing Methods
1. Concepts of Visual and Acoustic Sensing
Visual sensing, in short, is an electronic imaging technology applied in production equipment for process control, mechanical control, quality control, and other purposes. Vision sensors (image capture devices, divided into CMOS and CCD types) capture images and transmit them to a processing unit. Through digital processing, the system judges dimensions, shapes, and colors based on pixel distribution, brightness, color, and other information, and then controls on-site equipment actions accordingly.
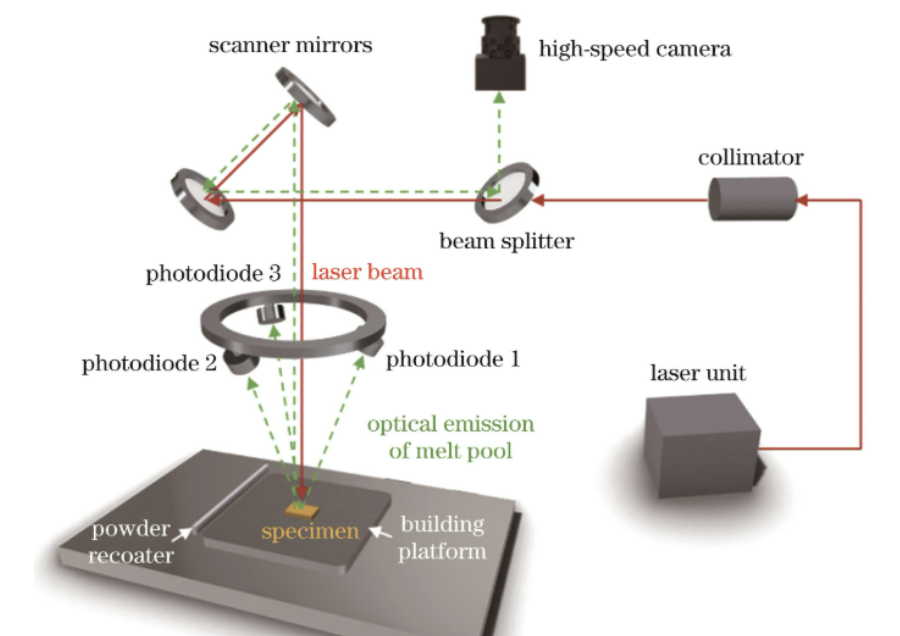
The automation and intelligence of the welding process represent the future development direction of welding technology. However, welding is a complex physicochemical process involving the combined effects of electricity, light, heat, force, and other factors. The welding arc is a multi-input, multi-output, strongly coupled, nonlinear time-varying control object with numerous interference factors, making it a challenging task. To address this, technicians have developed various arc sensors—optical, acoustic, mechanical, arc voltage, etc.—to monitor the welding process.
Acoustic sensors are made of voltage crystal materials. Under certain conditions, the sound frequency emitted during arc combustion corresponds one-to-one with the molten pool volume. By detecting the sound frequency, characteristic parameters of the molten pool can be indirectly reflected. They are mainly applied in penetration sensing, weld defect detection, and seam tracking in plasma keyhole welding and laser welding. Arc sensors rely on the inherent characteristics of the arc, such as current and voltage, and are currently used primarily for seam tracking and deposition control.
2. Visual Information Sensing Technology
Robotic visual information sensing involves three components: vision sensors, light sources, and hardware/software for visual information processing. In arc welding, strong interferences such as arc glare, spatter, and fumes exist, making the selection of visual sensing methods critical. In arc welding robots, vision methods are classified into passive vision and active vision based on the illumination source.
Passive vision uses a system composed of arc light or ordinary light sources and cameras. Its feature is filtering out most arc glare through an appropriate optical system to obtain clear, realistic images of the molten pool zone.
Active vision generally refers to a vision sensing system composed of structured light sources and cameras. It uses light sources of specific wavelengths distinguishable from the arc, allowing the optical sensor to receive only light of that wavelength while filtering out arc glare.
3. Image Processing Process
In seam tracking control using visual sensing technology, a point light source emitted by a laser diode is converted into a linear light source through a cylindrical lens and projected onto the workpiece surface. With the laser beam vertically irradiating and the CCD obliquely receiving, two-dimensional information of the workpiece surface and height direction is simultaneously obtained.
After receiving the reflected light, the CCD sends the video signal to an image acquisition card, which converts it into an 8-bit digital signal via A/D conversion and transmits it to the computer memory through the PCI bus via interrupt transfer. Image processing programs then perform preprocessing (filtering, enhancement, etc.) and postprocessing (extracting the weld centerline, detecting characteristic signal points) to obtain deviation signals. Control algorithms generate control signals, and actuators drive AC servo motors to move up, down, left, and right for real-time deviation correction.
II. Introduction to Molten Pool Monitoring Technologies
Molten pool monitoring is a key technology for ensuring process quality in laser additive manufacturing, laser cladding, welding, and other applications. Common types and principles are as follows:
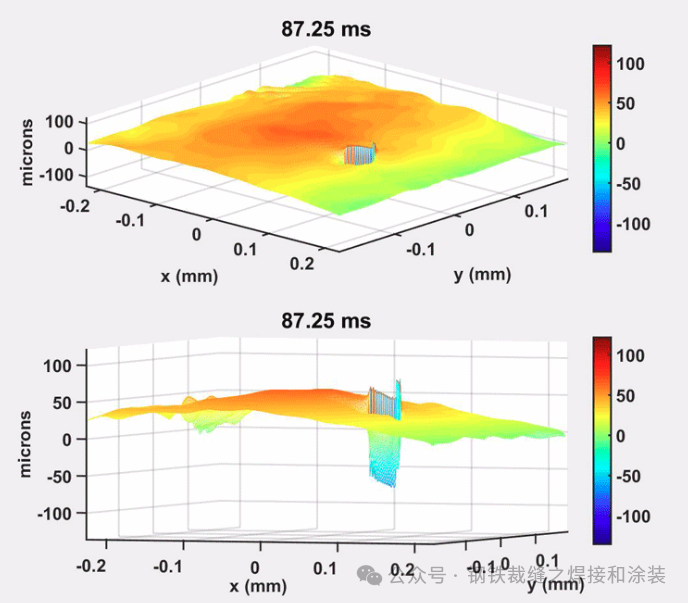
- Vision-based imaging monitoring: Industrial cameras (CCD, CMOS) capture molten pool images, and image processing algorithms extract morphological features such as area, length, width, and contour. Cameras can be coaxially mounted with the processing head to keep the molten pool and camera relatively stationary, reducing image correction requirements. This method intuitively reflects macroscopic morphological changes of the molten pool and provides a basis for parameter adjustment, but is affected by molten pool brightness, spatter, and plasma interference; the accuracy and robustness of image processing algorithms are critical.
- Temperature field monitoring: Non-contact temperature measurement equipment such as infrared cameras or pyrometers collects temperature distribution data of the molten pool. Infrared cameras obtain thermal images and calculate temperature fields via thermal imaging algorithms; pyrometers determine temperatures by measuring specific-wavelength optical signals radiated by the molten pool. Temperature field monitoring reflects the thermal state of the molten pool, helping identify anomalies such as instability, local overheating, or excessively rapid cooling, and is vital for controlling solidification and reducing residual stress and defects.
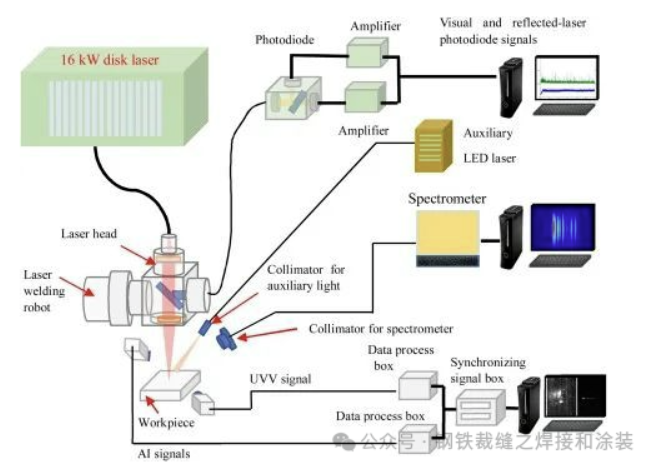
- Spectroscopy-based monitoring: Spectrometers collect spectral signals of the molten pool plasma. Analysis of characteristic line intensity and relative intensity ratios yields data on material composition, element content, plasma temperature, electron density, and other information. This method reflects the metallurgical process of the molten pool from a microscopic perspective and helps detect potential defects caused by abnormal material composition, but requires high-precision spectrometers and strong environmental interference suppression.
- Acoustic monitoring: Includes Acoustic Emission (AE) and Laser Ultrasonics (LU). AE captures signals from defect formation such as crack propagation and porosity, identifying defect type and location through signal analysis. LU uses laser-induced ultrasonic waves to obtain internal molten pool information by detecting wave propagation characteristics, offering non-contact, high-temperature resistance advantages but demanding precise laser parameters and detection systems.
Different technologies have distinct strengths and weaknesses, and are often selected or combined based on process requirements, precision needs, and environmental conditions.

III. The Latest Weld Pool Monitoring Technologies
Weld pool monitoring is a core part of welding quality control. Driven by Industry 4.0 and intelligent manufacturing, numerous breakthrough technologies have emerged in this field in recent years. This section systematically introduces the latest advances in weld pool monitoring, including mainstream detection methods, AI applications, multi-sensor fusion technology, and industrial application cases.
1. Development Status of Mainstream Detection Technologies
1.1 Optical Imaging Technology
Optical imaging is the mainstream molten pool monitoring technology, with recent advances including:
- High Dynamic Range (HDR) imaging: 240Hz high-frame-rate industrial cameras combined with multi-exposure fusion technology clearly capture molten pool flow under extreme arc glare up to 10⁵ Lux.
- Laser triangulation: Achieves ±0.01mm precision via laser stripe projection and CMOS sensor reception, becoming a mainstream solution in automotive manufacturing.
- Optical Coherence Tomography (OCT): A non-invasive high-resolution imaging technique for real-time molten pool penetration monitoring, especially suitable for precision welding in aerospace.
1.2 Acoustic Monitoring Technology
Acoustic monitoring offers unique advantages in specific scenarios:
- Ultrasonic monitoring: Applicable to thick-plate welding, detecting internal defects with defect height measurement error controlled within 1mm.
- Arc acoustic signal analysis: Judges molten pool status via characteristic acoustic signals in the 20–20,000Hz frequency band with response time <5ms, ideal for deep penetration welding.
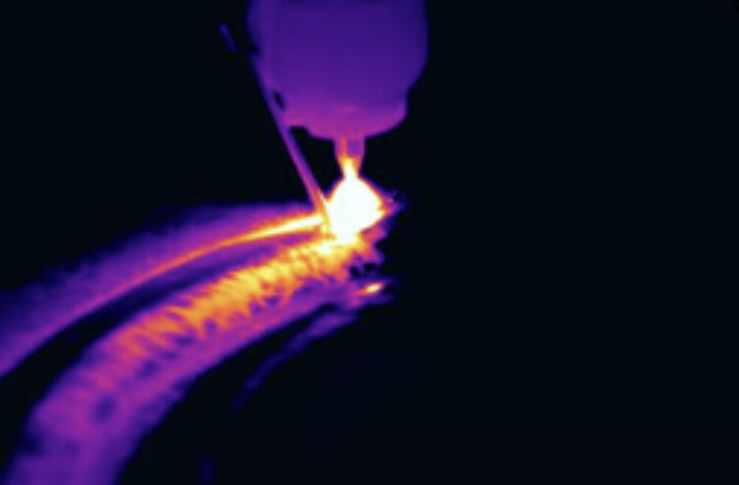
1.3 Infrared Thermal Imaging Technology
State-of-the-art infrared monitoring systems capture real-time temperature field distribution of molten pools at 800–1500°C. Combined with AI algorithms, they enable thermal deformation compensation, multi-layer multi-pass welding tracking, and defect identification such as incomplete fusion and undercut.
2. Innovative Applications of Artificial Intelligence in Molten Pool Detection
2.1 AI Model Performance Metrics
- Misjudgment rate: Advanced CNN models reduce the missed detection rate of incomplete fusion defects in aluminum alloy welding from 8% to 0.3%.
- Response time: Embedded AI chips (e.g., NVIDIA Jetson) achieve millisecond-level detection, with some systems responding in <10ms.
- Adaptive learning: Huagong Tech’s industrial large-model system achieves over 98% recognition rate for special-shaped welds through a pre-trained groove type library.
2.2 Typical AI Application Solutions
- Deep learning defect detection: Based on the YOLOv7 architecture, simultaneously identifies 6 common defects including porosity, slag inclusion, and incomplete fusion with accuracy exceeding 99.5%.
- Digital twin systems: Construct digital molten pool models from real-time data to predict welding quality and optimize process parameters.
- Multimodal data fusion: Combines visual, infrared, and acoustic data with Kalman filtering to improve monitoring reliability.
3. Breakthroughs in Multi-Sensor Fusion Technology
Multi-sensor fusion has become a core technology in modern welding automation, significantly improving the precision, stability, and reliability of molten pool detection by integrating data from different sensors.
3.1 Typical Fusion Algorithms
- Kalman filtering: Fuses time-series data from multiple sensors to effectively reduce noise interference; enables real-time correction of torch posture in seam tracking with response delay <2ms.
- Deep learning: Pre-trained groove type libraries via convolutional neural networks raise recognition rates of V-groove, U-groove, and other special-shaped welds to over 98%. AI defect recognition algorithms analyze 12 parameters including molten pool width, reinforcement, and slag inclusion in real time.
- Fuzzy PID control: Dynamically adjusts welding speed and offset combined with the torch kinematics model; applied in an automotive welding workshop, it improved body strength consistency by 30%.
- Wavelet transform fusion: Designs fusion rules for low- and high-frequency subbands of molten pool images to enhance edge information.
3.2 Core Technical Architecture
Patents show that leading multi-sensor systems typically include:
- Laser tracking sensor: Provides ±0.01mm spatial positioning.
- Molten pool monitoring sensor: Captures molten pool dynamics via HDR imaging.
- Workpiece temperature detection sensor: Monitors thermal field distribution via infrared.
3.3 Data Fusion Schemes
A system developed by a domestic optoelectronic brand adopts:
- Visual sensing: High-frame-rate industrial cameras + structured light projection to resolve 3D weld contours (±0.01mm precision).
- Laser scanning: Linear laser sensors capture groove geometric parameters.
- Arc sensing: Inverts molten pool dynamics via current/voltage fluctuations to compensate for visual blind spots.
3.4 Performance Advantages
Compared with single-technology systems, multi-sensor systems:
- Improve overall precision by 40% and adapt to complex working conditions such as strong arc glare, spatter, and smoke.
- Reduce failure rate by 60%.
3.5 Typical Industrial Application Cases
- Automotive manufacturing:
- Door ring panel welding: Leishuo Optoelectronic laser tracking system achieves ±0.01mm precision, solves thermal deformation via dynamic compensation, raises welding yield from 92% to 99.5%, and saves over 3 million yuan in rework costs annually per production line.
- Body-in-white welding: Laser vision systems reduce cycle time from 120s to 85s per part and spatter rate by 75%.
- New energy battery tray welding: Defect rate reduced from 5% to below 1%.
- Aerospace:
- Titanium alloy component welding achieves 0.01mm-level precision, overcoming laser welding light pollution; avoids thermal deformation affecting aerodynamic performance in engine turbine blade welding.
- Energy equipment:
- Sealed welding of nuclear power pipelines and large-diameter circular seam tracking of wind turbine towers, replacing high-risk manual operations.
- A thermal power plant improved steam turbine fault maintenance efficiency by 50% via 32-channel synchronous data acquisition.
- Precision electronics:
- Supports efficient welding of microelectronic connectors with solder joints below 0.5mm, ensuring airtightness and no cold joints.
- In PCB welding, the LAKNN algorithm improves image registration accuracy by 30%, with welding precision of ±0.01mm.
IV. Cost Analysis of the Latest Weld Pool Detection Technologies
1. Overview of Mainstream Detection Technology Costs
According to the latest market data, costs of weld pool detection technologies vary significantly by type, precision requirements, and application scenarios. Price ranges for major technologies are as follows:
| Technology Type | Price Range (10,000 RMB) | Typical Configuration | Applicable Scenarios |
|---|---|---|---|
| Industrial HDR Imaging | 28.5–90 | 500Hz high-speed galvanometer system, 8-channel spectral sensor | Automotive manufacturing, general industrial welding |
| 3D Laser Tracking System | 5–100 | ±0.05mm precision, supports multi-robot collaboration | Automotive door ring welding, aerospace |
| Infrared Thermal Imaging | 3–50 | 450°C wide-range temperature measurement, 30–80kHz adjustable | Energy pipelines, thick-plate welding |
| Multi-Sensor Fusion | 10–286 | Combined laser + vision + arc sensing | Precision manufacturing, special-shaped welds |
| AI Detection System | 20–200+ | Embedded AI chip (e.g., Jetson), ResNet-50 model | High-precision automated production lines |
Note: Imported equipment is typically 1.5–3 times more expensive than domestic brands; aerospace-grade equipment costs 2–5 times that of industrial-grade.
2. Cost-Effectiveness in Industrial Applications
(1) Automotive Manufacturing
- Initial investment:
- Door ring welding line: ~80–150 million RMB (including 3D tracking + AI quality inspection).
- Battery tray detection: 50–100 million RMB (laser vision system).
- Benefits:
- Detection cycle shortened from 45s to 8s.
- Annual rework cost savings exceed 3 million yuan.
- Defect rate reduced from 1.8% to 0.05%.
(2) Aerospace
- Equipment cost: Titanium alloy detection systems ~200–500 million RMB.
- Maintenance characteristics:
- Annual maintenance cost accounts for 12–18% of equipment value, including vacuum environment adaptation.
- Predictive maintenance systems reduce unplanned downtime by 30%.
(3) Energy Pipelines
- Typical solution: 50–80 million RMB (special system for long-distance pipelines).
- Cost advantages: Adapts to pipe diameter changes, reducing manual detection working hours by 70%.
3. Cost Control and Technological Development
- Domestic substitution: Domestic brands are 30–50% cheaper than imported counterparts, with notable cost-performance advantages.
- Technology cost reduction:
- AI model compression reduces hardware requirements by 40%.
- Multispectral fusion schemes reduce the number of sensors.
- Maintenance optimization:
- Remote diagnosis cuts on-site service costs by 50%.
- Modular design reduces spare parts costs by 35%.
V. Technical Challenges and Development Trends of Multi-Sensor Fusion Weld Pool Detection
1. Major Technical Challenges
- Environmental interference: Strong arc glare, spatter, and fumes cause sensor signal attenuation. Solution: Multispectral imaging to eliminate arc interference.
- Data synchronization: Sampling frequency differences between sensors cause timing misalignment. Progress: EtherCAT-based synchronous systems with synchronization error <1µs.
- Real-time requirements: Rapid molten pool dynamics demand millisecond-level response. Breakthrough: Edge computing deployment reduces processing latency to within 5ms.
- Sensor calibration: Spatial registration accuracy affects fusion performance. Innovation: Online self-calibration algorithms extend maintenance cycles by 3 times.
2. Latest Technical Trends
- Digital twin technology: Real-time construction of molten pool digital twins to simulate and predict pool behavior. Applied by an aerospace enterprise, it shortened the welding process optimization cycle by 40%.
- AI-enhanced fusion: Transfer learning rapidly adapts to new equipment types, compressing self-learning cycles from 72 hours to 3 hours. Defect interception rate reaches 98%, with automatic parameter adjustment response time <100ms.
- Anti-interference technology: Patented electronic magnetically controlled switches resist strong welding magnetic interference to avoid misjudgment. Multi-channel synchronous acquisition combined with adaptive filtering improves signal-to-noise ratio by 15dB.
- Miniaturization and integration: MEMS technology reduces sensor size by 50% and power consumption by 30%. Temperature-pressure integrated sensors are smaller and lighter, meeting automotive lightweight requirements.
3. Future Development Directions
- 5G remote welding: Low-latency communication enables engineer remote monitoring.
- Quantum sensing technology: Next-generation monitoring equipment with 0.1-micron resolution is under development.
- Green detection technology: Low-power sensors and sustainable material applications.
VI. Summary of Welding Molten Pool Monitoring Technology
With the deep integration of AI and multi-sensor technologies, weld pool detection is shifting from empirical judgment to data-driven decision-making.
Multi-sensor fusion technology significantly improves the precision and reliability of molten pool detection by integrating visual, laser, infrared, acoustic, and other multi-source information. Current mainstream solutions adopt feature-level fusion combined with deep learning algorithms, achieving remarkable results in automotive, aerospace, and other fields. However, challenges such as environmental interference and data synchronization require continuous breakthroughs.
Future trends will focus on three directions:
- Deep integration of digital twin and real-time simulation technology;
- Localized intelligent processing empowered by edge AI chips;
- Higher integration enabled by new MEMS sensors.
Driven by Industry 4.0, multi-sensor fusion systems are expected to achieve full autonomy in welding quality control between 2025 and 2030, propelling intelligent manufacturing to new heights.
Leave a Reply