
La più recente tecnologia di monitoraggio del bagno di saldatura
La tecnologia di monitoraggio della saldatura rileva difetti e anomalie durante la saldatura misurando in tempo reale parametri quali corrente, tensione, temperatura e flusso d'aria. Monitorando questi parametri, è possibile determinare la forma dell'arco di saldatura, la stabilità dell'arco, la profondità di fusione del materiale e altre condizioni, ottenendo così il controllo sulla qualità della saldatura.
Attualmente, le tecnologie comuni di monitoraggio della saldatura includono la spettroscopia laser, la tecnologia delle radiazioni infrarosse, la tecnologia dei test non distruttivi delle onde elettromagnetiche e la tecnologia di rilevamento acustico. Tra questi, la spettroscopia laser è una tecnica di rilevamento basata sulla spettroscopia di emissione atomica o sulla spettroscopia di assorbimento molecolare, utilizzata principalmente per il rilevamento in linea di elementi di lega ed elementi di impurità durante la saldatura. La tecnologia della radiazione infrarossa utilizza la relazione lineare tra l'intensità della radiazione infrarossa emessa dalla materia all'equilibrio termico e la temperatura per realizzare il monitoraggio e il controllo in tempo reale del campo di temperatura durante la saldatura. La tecnologia dei test non distruttivi delle onde elettromagnetiche rileva principalmente difetti come penetrazione incompleta e cricche Hastelloy nei metalli saldati osservando le caratteristiche di propagazione e le anomalie delle onde elettromagnetiche. La tecnologia di rilevamento acustico identifica i difetti di saldatura come la porosità analizzando i segnali acustici generati durante la saldatura.
I. Sviluppo attuale di metodi di rilevamento delle pozze di materiale fuso
1. Concetti di percezione visiva e acustica
Il rilevamento visivo, in breve, è una tecnologia di imaging elettronico applicata nelle apparecchiature di produzione per il controllo di processo, il controllo meccanico, il controllo di qualità e altri scopi. I sensori di visione (dispositivi di acquisizione di immagini, suddivisi in tipologie CMOS e CCD) catturano le immagini e le trasmettono ad un'unità di elaborazione. Attraverso l'elaborazione digitale, il sistema valuta dimensioni, forme e colori in base alla distribuzione dei pixel, alla luminosità, al colore e ad altre informazioni, quindi controlla di conseguenza le azioni delle apparecchiature in loco.
L'automazione e l'intelligenza del processo di saldatura rappresentano la futura direzione di sviluppo della tecnologia di saldatura. Tuttavia, la saldatura è un processo fisico-chimico complesso che coinvolge gli effetti combinati di elettricità, luce, calore, forza e altri fattori. L'arco di saldatura è un oggetto di controllo multi-ingresso, multi-uscita, fortemente accoppiato, non lineare e variabile nel tempo, con numerosi fattori di interferenza, che lo rendono un compito impegnativo. Per risolvere questo problema, i tecnici hanno sviluppato vari sensori d’arco – ottici, acustici, meccanici, tensione dell’arco, ecc. – per monitorare il processo di saldatura.
I sensori acustici sono realizzati con materiali a cristalli di tensione. In determinate condizioni, la frequenza del suono emessa durante la combustione dell'arco corrisponde uno a uno con il volume del bagno di fusione. Rilevando la frequenza del suono, i parametri caratteristici del bagno di fusione possono essere riflessi indirettamente. Vengono applicati principalmente nel rilevamento di penetrazione, nel rilevamento di difetti di saldatura e nel tracciamento delle giunzioni nella saldatura a buco della serratura al plasma e nella saldatura laser. I sensori d'arco si basano sulle caratteristiche intrinseche dell'arco, come corrente e tensione, e sono attualmente utilizzati principalmente per il tracciamento delle giunzioni e il controllo della deposizione.
2. Tecnologia di rilevamento delle informazioni visive
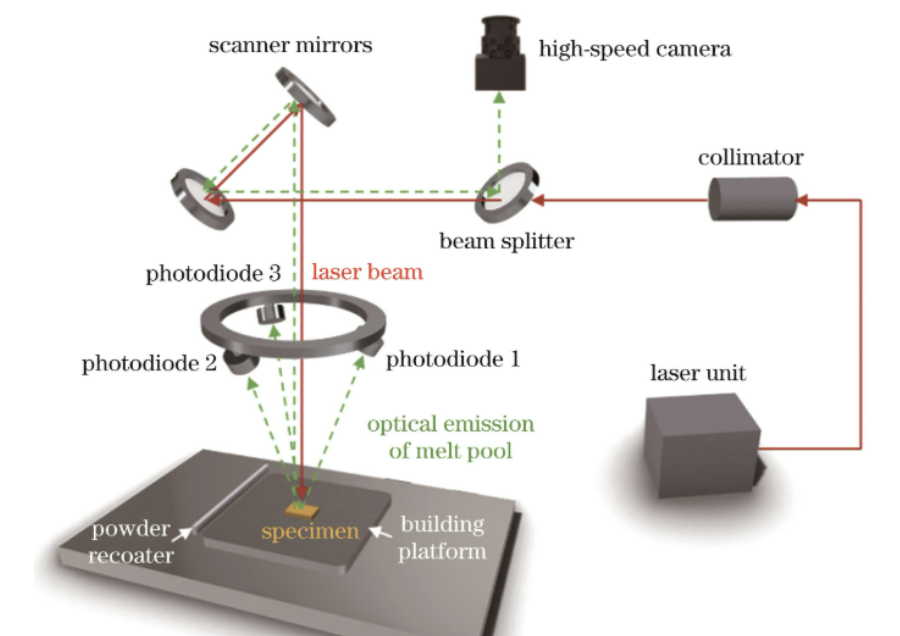
Il rilevamento robotico delle informazioni visive coinvolge tre componenti: sensori di visione, sorgenti luminose e hardware/software per l'elaborazione delle informazioni visive. Nella saldatura ad arco esistono forti interferenze come abbagliamento dell'arco, spruzzi e fumi, rendendo critica la selezione dei metodi di rilevamento visivo. Nei robot per saldatura ad arco, i metodi di visione sono classificati in visione passiva e visione attiva in base alla sorgente di illuminazione.
La visione passiva utilizza un sistema composto da luce ad arco o normali sorgenti luminose e telecamere. La sua caratteristica è quella di filtrare la maggior parte dei riflessi dell'arco attraverso un sistema ottico appropriato per ottenere immagini chiare e realistiche della zona del bagno di fusione.
La visione attiva si riferisce generalmente a un sistema di rilevamento della vista composto da sorgenti luminose strutturate e telecamere. Utilizza sorgenti luminose con lunghezze d'onda specifiche distinguibili dall'arco, consentendo al sensore ottico di ricevere solo la luce di quella lunghezza d'onda filtrando al contempo l'abbagliamento dell'arco.
3. Processo di elaborazione delle immagini
Nel controllo del tracciamento della cucitura utilizzando la tecnologia di rilevamento visivo, una sorgente luminosa puntiforme emessa da un diodo laser viene convertita in una sorgente luminosa lineare attraverso una lente cilindrica e proiettata sulla superficie del pezzo. Con il raggio laser che irradia verticalmente e il CCD che riceve obliquamente, si ottengono contemporaneamente informazioni bidimensionali sulla superficie del pezzo e sulla direzione dell'altezza.
Dopo aver ricevuto la luce riflessa, il CCD invia il segnale video a una scheda di acquisizione immagini, che lo converte in un segnale digitale a 8 bit tramite conversione A/D e lo trasmette alla memoria del computer tramite il bus PCI tramite trasferimento di interruzione. I programmi di elaborazione delle immagini eseguono quindi la preelaborazione (filtraggio, miglioramento, ecc.) e la postelaborazione (estrazione della linea centrale della saldatura, rilevamento dei punti caratteristici del segnale) per ottenere segnali di deviazione. Gli algoritmi di controllo generano segnali di controllo e gli attuatori guidano i servomotori CA per spostarsi verso l'alto, il basso, a sinistra e a destra per la correzione della deviazione in tempo reale.
II. Introduzione alle tecnologie di monitoraggio delle pozze di materiale fuso
Il monitoraggio del bagno di fusione è una tecnologia chiave per garantire la qualità del processo nella produzione additiva laser, nel rivestimento laser, nella saldatura e in altre applicazioni. I tipi e i principi comuni sono i seguenti:
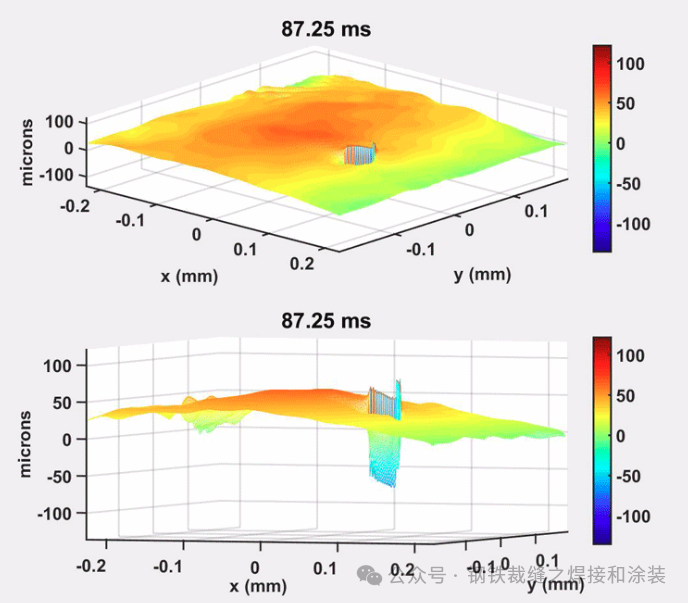
- Monitoraggio delle immagini basato sulla visione: Le telecamere industriali (CCD, CMOS) catturano immagini della pozza fusa e gli algoritmi di elaborazione delle immagini estraggono caratteristiche morfologiche come area, lunghezza, larghezza e contorno. Le telecamere possono essere montate coassialmente alla testa di elaborazione per mantenere la vasca di fusione e la telecamera relativamente stazionarie, riducendo i requisiti di correzione dell'immagine. Questo metodo riflette intuitivamente i cambiamenti morfologici macroscopici del bagno di fusione e fornisce una base per la regolazione dei parametri, ma è influenzato dalla luminosità del bagno di fusione, dagli spruzzi e dall'interferenza del plasma; l'accuratezza e la robustezza degli algoritmi di elaborazione delle immagini sono fondamentali.
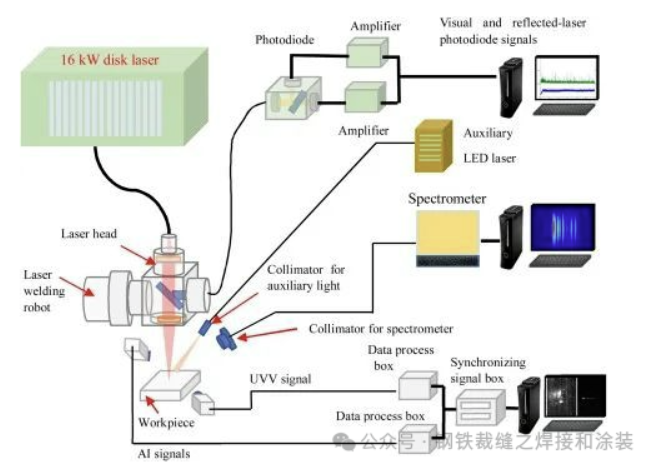
- Monitoraggio del campo della temperatura: Le apparecchiature di misurazione della temperatura senza contatto, come telecamere a infrarossi o pirometri, raccolgono dati sulla distribuzione della temperatura del bagno di fusione. Le termocamere a infrarossi ottengono immagini termiche e calcolano i campi di temperatura tramite algoritmi di imaging termico; i pirometri determinano le temperature misurando segnali ottici di lunghezza d'onda specifica irradiati dalla piscina fusa. Il monitoraggio del campo di temperatura riflette lo stato termico del bagno di fusione, aiutando a identificare anomalie come instabilità, surriscaldamento locale o raffreddamento eccessivamente rapido ed è vitale per controllare la solidificazione e ridurre stress residui e difetti.
- Monitoraggio basato sulla spettroscopia: Gli spettrometri raccolgono i segnali spettrali del plasma della pozza fusa. L'analisi dell'intensità della linea caratteristica e dei rapporti di intensità relativa fornisce dati sulla composizione del materiale, il contenuto degli elementi, la temperatura del plasma, la densità elettronica e altre informazioni. Questo metodo riflette il processo metallurgico del bagno di fusione da una prospettiva microscopica e aiuta a rilevare potenziali difetti causati da una composizione anomala del materiale, ma richiede spettrometri ad alta precisione e una forte soppressione delle interferenze ambientali.
- Monitoraggio acustico: Include l'emissione acustica (AE) e gli ultrasuoni laser (LU). L'AE cattura i segnali provenienti dalla formazione di difetti come la propagazione delle cricche e la porosità, identificando il tipo e la posizione del difetto attraverso l'analisi del segnale. LU utilizza onde ultrasoniche indotte dal laser per ottenere informazioni sul pool fuso interno rilevando le caratteristiche di propagazione delle onde, offrendo vantaggi di resistenza senza contatto e alle alte temperature ma richiedendo parametri laser e sistemi di rilevamento precisi.
Tecnologie diverse hanno punti di forza e di debolezza distinti e sono spesso selezionate o combinate in base ai requisiti di processo, alle esigenze di precisione e alle condizioni ambientali.

III. Le più recenti tecnologie di monitoraggio del bagno di saldatura
Il monitoraggio del bagno di saldatura è una parte fondamentale del controllo della qualità della saldatura. Spinti dall’Industria 4.0 e dalla produzione intelligente, negli ultimi anni sono emerse numerose tecnologie rivoluzionarie in questo campo. Questa sezione introduce sistematicamente gli ultimi progressi nel monitoraggio del bagno di saldatura, compresi i metodi di rilevamento tradizionali, le applicazioni di intelligenza artificiale, la tecnologia di fusione multisensore e i casi di applicazione industriale.
1. Stato di sviluppo delle tecnologie di rilevamento tradizionali
1.1 Tecnologia di imaging ottico
L'imaging ottico è la principale tecnologia di monitoraggio del bagno di fusione, con recenti progressi tra cui:
- Immagini ad alta gamma dinamica (HDR).: Le telecamere industriali a frame rate elevato da 240 Hz combinate con la tecnologia di fusione multi-esposizione catturano chiaramente il flusso della piscina fusa in condizioni di abbagliamento estremo dell'arco fino a 10⁵ Lux.
- Triangolazione laser: Raggiunge una precisione di ±0,01 mm tramite la proiezione della striscia laser e la ricezione del sensore CMOS, diventando una soluzione tradizionale nella produzione automobilistica.
- Tomografia a coerenza ottica (OCT): Una tecnica di imaging non invasiva ad alta risoluzione per il monitoraggio in tempo reale della penetrazione del bagno di fusione, particolarmente adatta per la saldatura di precisione nel settore aerospaziale.
1.2 Tecnologia di monitoraggio acustico
Il monitoraggio acustico offre vantaggi unici in scenari specifici:
- Monitoraggio ad ultrasuoni: Applicabile alla saldatura di lamiere spesse, rilevamento di difetti interni con errore di misurazione dell'altezza del difetto controllato entro 1 mm.
- Analisi del segnale acustico dell'arco: Judges molten pool status via characteristic acoustic signals in the 20–20,000Hz frequency band with response time <5ms, ideal for deep penetration welding.
1.3 Tecnologia di imaging termico a infrarossi
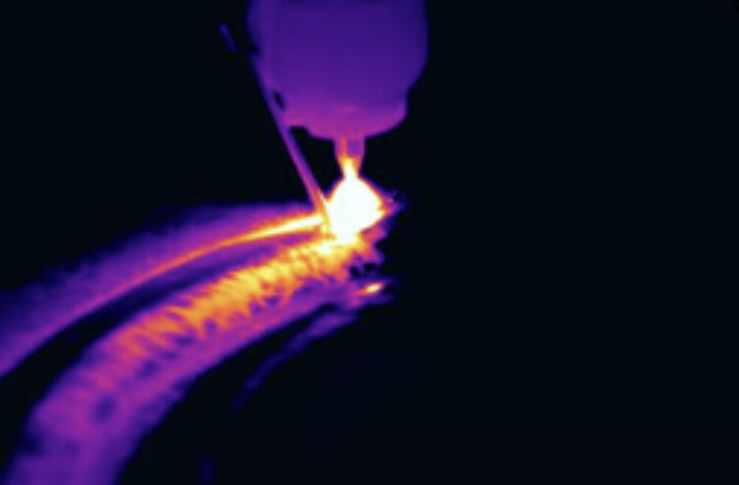
I sistemi di monitoraggio a infrarossi all'avanguardia catturano in tempo reale la distribuzione del campo di temperatura delle vasche di fusione a 800–1500°C. Combinati con algoritmi AI, consentono la compensazione della deformazione termica, il tracciamento della saldatura multistrato e multipassaggio e l’identificazione di difetti come fusione incompleta e sottosquadro.
2. Applicazioni innovative dell'intelligenza artificiale nel rilevamento delle pozze di materiale fuso
2.1 Metriche delle prestazioni del modello AI
- Tasso di errori di valutazione: I modelli CNN avanzati riducono il tasso di mancato rilevamento di difetti di fusione incompleta nella saldatura delle leghe di alluminio dall'8% allo 0,3%.
- Tempo di risposta: Embedded AI chips (e.g., NVIDIA Jetson) achieve millisecond-level detection, with some systems responding in <10ms.
- Apprendimento adattivo: Il sistema industriale per modelli di grandi dimensioni di Huagong Tech raggiunge un tasso di riconoscimento superiore al 98% per saldature di forma speciale attraverso una libreria di tipi di scanalatura pre-addestrata.
2.2 Soluzioni applicative tipiche dell'IA
- Rilevamento dei difetti di deep learning: Basato sull'architettura YOLOv7, identifica simultaneamente 6 difetti comuni tra cui porosità, inclusione di scorie e fusione incompleta con una precisione superiore al 99,5%.
- Sistemi gemelli digitali: Costruisci modelli digitali del bagno di fusione a partire da dati in tempo reale per prevedere la qualità della saldatura e ottimizzare i parametri di processo.
- Fusione multimodale dei dati: Combina dati visivi, infrarossi e acustici con il filtraggio Kalman per migliorare l'affidabilità del monitoraggio.
3. Innovazioni nella tecnologia di fusione multisensore
La fusione multisensore è diventata una tecnologia fondamentale nella moderna automazione della saldatura, migliorando significativamente la precisione, la stabilità e l'affidabilità del rilevamento del bagno di fusione integrando i dati provenienti da diversi sensori.
3.1 Algoritmi tipici di fusione
- Filtraggio di Kalman: Fuses time-series data from multiple sensors to effectively reduce noise interference; enables real-time correction of torch posture in seam tracking with response delay <2ms.
- Apprendimento profondo: Le librerie di tipi di scanalature pre-addestrate tramite reti neurali convoluzionali aumentano i tassi di riconoscimento di scanalature a V, scanalature a U e altre saldature di forma speciale fino a oltre il 98%. Gli algoritmi di riconoscimento dei difetti basati sull'intelligenza artificiale analizzano 12 parametri tra cui la larghezza del bagno di fusione, il rinforzo e l'inclusione delle scorie in tempo reale.
- Controllo PID fuzzy: Regola dinamicamente la velocità e l'offset di saldatura abbinato al modello cinematico della torcia; applicato in un'officina di saldatura automobilistica, ha migliorato la resistenza della carrozzeria del 30%.
- Fusione della trasformata wavelet: Progetta regole di fusione per sottobande a bassa e alta frequenza delle immagini del pool fuso per migliorare le informazioni sui bordi.
3.2 Architettura tecnica di base
I brevetti mostrano che i principali sistemi multisensore in genere includono:
- Sensore di tracciamento laser: Fornisce un posizionamento spaziale di ±0,01 mm.
- Sensore di monitoraggio delle pozze di materiale fuso: Cattura le dinamiche della pozza fusa tramite imaging HDR.
- Sensore di rilevamento della temperatura del pezzo: Monitora la distribuzione del campo termico tramite infrarossi.
3.3 Schemi di fusione dei dati
Un sistema sviluppato da un marchio optoelettronico nazionale adotta:
- Percezione visiva: Telecamere industriali con frame rate elevato + proiezione di luce strutturata per risolvere contorni di saldatura 3D (precisione di ± 0,01 mm).
- Scansione laser: I sensori laser lineari acquisiscono i parametri geometrici della scanalatura.
- Rilevamento dell'arco: Inverte la dinamica del bagno di fusione tramite fluttuazioni di corrente/tensione per compensare i punti ciechi visivi.
3.4 Vantaggi prestazionali
Rispetto ai sistemi monotecnologia, i sistemi multisensore:
- Migliora la precisione complessiva del 40% e si adatta a condizioni di lavoro complesse come forti abbagliamenti da arco, spruzzi e fumo.
- Ridurre il tasso di fallimento del 60%.
3.5 Casi tipici di applicazione industriale
- Produzione automobilistica:
- Saldatura del pannello dell'anello della porta: il sistema di tracciamento laser optoelettronico Leishuo raggiunge una precisione di ± 0,01 mm, risolve la deformazione termica tramite compensazione dinamica, aumenta la resa della saldatura dal 92% al 99,5% e consente di risparmiare oltre 3 milioni di yuan in costi di rilavorazione all'anno per linea di produzione.
- Saldatura body-in-white: i sistemi di visione laser riducono il tempo di ciclo da 120 a 85 s per parte e il tasso di spruzzi del 75%.
- Saldatura di vassoi per batterie New Energy: tasso di difetti ridotto dal 5% a meno dell'1%.
- Aerospaziale:
- La saldatura dei componenti in lega di titanio raggiunge una precisione di 0,01 mm, superando l'inquinamento luminoso della saldatura laser; evita la deformazione termica che influisce sulle prestazioni aerodinamiche nella saldatura delle pale delle turbine dei motori.
- Apparecchiature energetiche:
- Saldatura sigillata di condotte per l'energia nucleare e tracciamento di giunture circolari di grande diametro delle torri delle turbine eoliche, in sostituzione delle operazioni manuali ad alto rischio.
- Una centrale termica ha migliorato del 50% l’efficienza della manutenzione dei guasti di una turbina a vapore tramite l’acquisizione dati sincrona a 32 canali.
- Elettronica di precisione:
- Supporta una saldatura efficiente di connettori microelettronici con giunti di saldatura inferiori a 0,5 mm, garantendo l'ermeticità e l'assenza di giunti freddi.
- Nella saldatura PCB, l'algoritmo LAKNN migliora la precisione di registrazione dell'immagine del 30%, con una precisione di saldatura di ±0,01 mm.
IV. Analisi dei costi delle più recenti tecnologie di rilevamento dei bagni di saldatura
1. Panoramica dei costi della tecnologia di rilevamento tradizionale
Secondo gli ultimi dati di mercato, i costi delle tecnologie di rilevamento dei bagni di saldatura variano in modo significativo in base al tipo, ai requisiti di precisione e agli scenari applicativi. Le fasce di prezzo per le principali tecnologie sono le seguenti:
| Tipo di tecnologia | Fascia di prezzo (10.000 RMB) | Configurazione tipica | Scenari applicabili |
|---|---|---|---|
| Immagini HDR industriali | 28,5–90 | Sistema galvanometrico ad alta velocità da 500 Hz, sensore spettrale a 8 canali | Produzione automobilistica, saldatura industriale generale |
| Sistema di tracciamento laser 3D | 5–100 | Precisione di ±0,05 mm, supporta la collaborazione con più robot | Saldatura di anelli di porte di automobili, settore aerospaziale |
| Immagini termiche a infrarossi | 3–50 | Misurazione della temperatura ad ampio intervallo di 450°C, regolabile da 30 a 80 kHz | Condutture energetiche, saldatura di lamiere spesse |
| Fusione multisensore | 10–286 | Laser combinato + visione + rilevamento dell'arco | Produzione di precisione, saldature di forma speciale |
| Sistema di rilevamento dell'intelligenza artificiale | 20–200+ | Chip AI incorporato (ad esempio Jetson), modello ResNet-50 | Linee di produzione automatizzate ad alta precisione |
Nota: le apparecchiature importate sono in genere da 1,5 a 3 volte più costose delle marche nazionali; le apparecchiature di livello aerospaziale costano da 2 a 5 volte rispetto a quelle di livello industriale.
2. Economicità nelle applicazioni industriali
(1) Produzione automobilistica
- Investimento iniziale:
- Linea di saldatura dell'anello della porta: ~80-150 milioni di RMB (incluso tracciamento 3D + ispezione di qualità AI).
- Rilevamento del vano batteria: 50-100 milioni di RMB (sistema di visione laser).
- Vantaggi:
- Ciclo di rilevamento ridotto da 45s a 8s.
- Il risparmio annuale sui costi di rilavorazione supera i 3 milioni di yuan.
- Tasso di difetti ridotto dall'1,8% allo 0,05%.
(2) Aerospaziale
- Costo dell'attrezzatura: Sistemi di rilevamento delle leghe di titanio ~ 200–500 milioni di RMB.
- Caratteristiche di manutenzione:
- I costi di manutenzione annuali rappresentano il 12-18% del valore dell'attrezzatura, compreso l'adattamento dell'ambiente di vuoto.
- I sistemi di manutenzione predittiva riducono del 30% i tempi di fermo macchina non pianificati.
(3) Condotte energetiche
- Soluzione tipica: 50–80 milioni di RMB (sistema speciale per condotte a lunga distanza).
- Vantaggi in termini di costi: Si adatta alle variazioni di diametro delle tubazioni, riducendo del 70% le ore di lavoro per la rilevazione manuale.
3. Controllo dei costi e sviluppo tecnologico
- Sostituzione domestica: i marchi nazionali sono più economici del 30-50% rispetto alle controparti importate, con notevoli vantaggi in termini di costi-prestazioni.
- Riduzione dei costi tecnologici:
- La compressione del modello AI riduce i requisiti hardware del 40%.
- Gli schemi di fusione multispettrale riducono il numero di sensori.
- Ottimizzazione della manutenzione:
- La diagnosi remota riduce i costi di assistenza in loco del 50%.
- Il design modulare riduce i costi dei pezzi di ricambio del 35%.
V. Sfide tecniche e tendenze di sviluppo del rilevamento dei bagni di fusione per fusione multisensore
1. Principali sfide tecniche
- Interferenza ambientale: Il forte riflesso dell'arco, gli spruzzi e i fumi causano l'attenuazione del segnale del sensore. Soluzione: imaging multispettrale per eliminare l'interferenza dell'arco.
- Sincronizzazione dei dati: Sampling frequency differences between sensors cause timing misalignment. Progress: EtherCAT-based synchronous systems with synchronization error <1µs.
- Requisiti in tempo reale: Le dinamiche rapide del pool di fusione richiedono una risposta a livello di millisecondi. Innovazione: l'implementazione dell'edge computing riduce la latenza di elaborazione entro 5 ms.
- Calibrazione del sensore: La precisione della registrazione spaziale influisce sulle prestazioni di fusione. Innovazione: gli algoritmi di autocalibrazione online estendono i cicli di manutenzione di 3 volte.
2. Ultime tendenze tecniche
- Tecnologia del gemello digitale: Costruzione in tempo reale di gemelli digitali del pool fuso per simulare e prevedere il comportamento del pool. Applicato da un'impresa aerospaziale, ha ridotto del 40% il ciclo di ottimizzazione del processo di saldatura.
- Fusione potenziata dall'intelligenza artificiale: Transfer learning rapidly adapts to new equipment types, compressing self-learning cycles from 72 hours to 3 hours. Defect interception rate reaches 98%, with automatic parameter adjustment response time <100ms.
- Tecnologia anti-interferenza: Gli interruttori elettronici brevettati a controllo magnetico resistono alle forti interferenze magnetiche della saldatura per evitare valutazioni errate. L'acquisizione sincrona multicanale combinata con il filtraggio adattivo migliora il rapporto segnale-rumore di 15 dB.
- Miniaturizzazione e integrazione: La tecnologia MEMS riduce le dimensioni del sensore del 50% e il consumo energetico del 30%. I sensori integrati di temperatura e pressione sono più piccoli e leggeri e soddisfano i requisiti di leggerezza del settore automobilistico.
3. Direzioni di sviluppo futuro
- Saldatura remota 5G: La comunicazione a bassa latenza consente il monitoraggio remoto da parte del tecnico.
- Tecnologia di rilevamento quantistico: È in fase di sviluppo un'apparecchiatura di monitoraggio di prossima generazione con risoluzione di 0,1 micron.
- Tecnologia di rilevamento verde: Sensori a basso consumo e applicazioni di materiali sostenibili.
VI. Riepilogo della tecnologia di monitoraggio dei bagni fusi di saldatura
Con la profonda integrazione dell’intelligenza artificiale e delle tecnologie multisensore, il rilevamento dei bagni di saldatura si sta spostando dal giudizio empirico al processo decisionale basato sui dati.
La tecnologia di fusione multisensore migliora significativamente la precisione e l'affidabilità del rilevamento del bagno di fusione integrando informazioni visive, laser, infrarosse, acustiche e altre informazioni provenienti da più fonti. Le attuali soluzioni tradizionali adottano la fusione a livello di funzionalità combinata con algoritmi di deep learning, ottenendo risultati notevoli nel settore automobilistico, aerospaziale e in altri campi. Tuttavia, sfide come le interferenze ambientali e la sincronizzazione dei dati richiedono continui progressi.
Le tendenze future si concentreranno su tre direzioni:
- Profonda integrazione della tecnologia del gemello digitale e della simulazione in tempo reale;
- Elaborazione intelligente localizzata potenziata da chip AI edge;
- Maggiore integrazione consentita dai nuovi sensori MEMS.
Spinti dall’Industria 4.0, si prevede che i sistemi di fusione multisensore raggiungeranno la piena autonomia nel controllo della qualità della saldatura tra il 2025 e il 2030, spingendo la produzione intelligente a nuovi livelli.
Lascia una risposta