
最新焊池监控技术
焊接监控技术通过实时测量电流、电压、温度、气流等参数来检测焊接过程中的缺陷和异常情况。通过监测这些参数,可以确定焊接电弧的形状、电弧稳定性、材料熔化深度等条件,从而实现焊接质量的控制。
目前常见的焊接监测技术有激光光谱技术、红外辐射技术、电磁波无损检测技术、声学检测技术等。其中,激光光谱是一种基于原子发射光谱或分子吸收光谱的检测技术,主要用于焊接过程中合金元素和杂质元素的在线检测。红外辐射技术利用热平衡时物质发出的红外辐射强度与温度的线性关系,实现焊接过程中温度场的实时监测和控制。电磁波无损检测技术主要通过观察电磁波的传播特性和异常情况来检测焊缝金属中的未焊透、哈氏合金裂纹等缺陷。声学检测技术通过分析焊接过程中产生的声学信号来识别气孔等焊接缺陷。
一、熔池传感方法的发展现状
1.视觉和听觉感知的概念
视觉传感,简单来说,是一种应用于生产设备中,用于过程控制、机械控制、质量控制等目的的电子成像技术。视觉传感器(图像捕捉设备,分为CMOS和CCD类型)捕捉图像并将其传输到处理单元。系统通过数字处理,根据像素分布、亮度、颜色等信息判断尺寸、形状、颜色,进而控制现场设备动作。
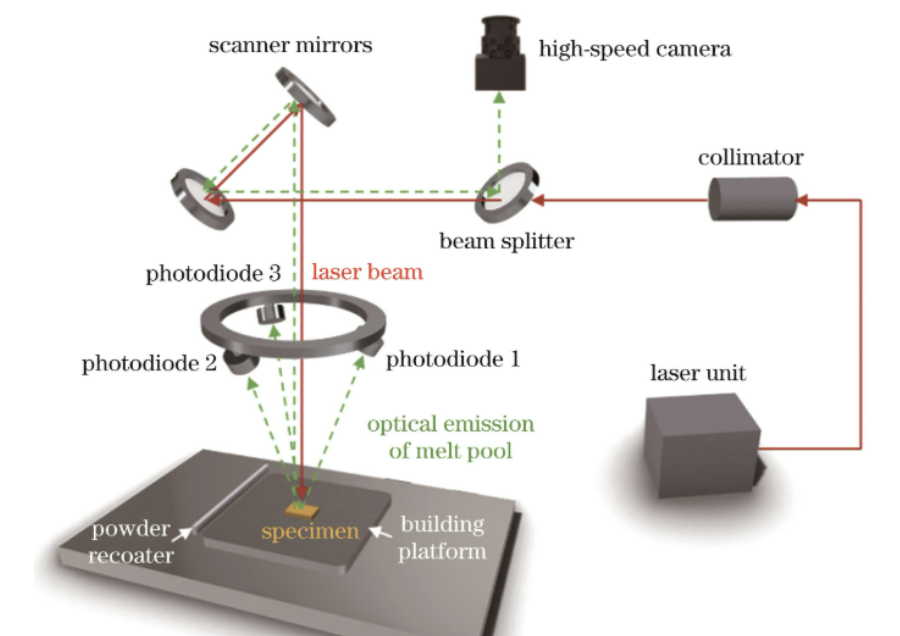
焊接过程的自动化、智能化代表了焊接技术未来的发展方向。然而,焊接是一个复杂的物理化学过程,涉及电、光、热、力等因素的综合作用。焊接电弧是多输入、多输出、强耦合、非线性时变控制对象,干扰因素众多,具有挑战性。为了解决这个问题,技术人员开发了各种电弧传感器——光学、声学、机械、电弧电压等——来监控焊接过程。
声学传感器由电压晶体材料制成。在一定条件下,电弧燃烧时发出的声音频率与熔池体积一一对应。通过检测声音频率,可以间接反映熔池的特征参数。它们主要应用于等离子小孔焊接和激光焊接中的渗透传感、焊接缺陷检测和焊缝跟踪。电弧传感器依赖于电弧的固有特性,例如电流和电压,目前主要用于焊缝跟踪和沉积控制。
2、视觉信息传感技术
机器人视觉信息传感涉及三个组件:视觉传感器、光源和视觉信息处理的硬件/软件。电弧焊过程中存在电弧眩光、飞溅、烟雾等强干扰,视觉传感方法的选择至关重要。在弧焊机器人中,视觉方法根据照明源分为被动视觉和主动视觉。
被动视觉采用由弧光灯或普通光源和摄像头组成的系统。其特点是通过适当的光学系统滤除大部分电弧眩光,以获得清晰、逼真的熔池区域图像。
主动视觉一般是指由结构光源和摄像头组成的视觉传感系统。它使用可与电弧区分开的特定波长的光源,使光学传感器仅接收该波长的光,同时滤除电弧眩光。
3. 图像处理过程
在使用视觉传感技术的焊缝跟踪控制中,激光二极管发出的点光源通过柱面透镜转换为线光源并投射到工件表面上。激光束垂直照射,CCD倾斜接收,同时获得工件表面和高度方向的二维信息。
CCD接收到反射光后,将视频信号发送到图像采集卡,图像采集卡通过A/D转换将其转换为8位数字信号,并通过中断传输的方式通过PCI总线传输到计算机内存。然后图像处理程序进行预处理(滤波、增强等)和后处理(提取焊缝中心线、检测特征信号点)以获得偏差信号。控制算法产生控制信号,执行器驱动交流伺服电机上下左右移动,实时修正偏差。
二.熔池监测技术简介
熔池监控是确保激光增材制造、激光熔覆、焊接和其他应用中工艺质量的关键技术。常见的类型及原理如下:
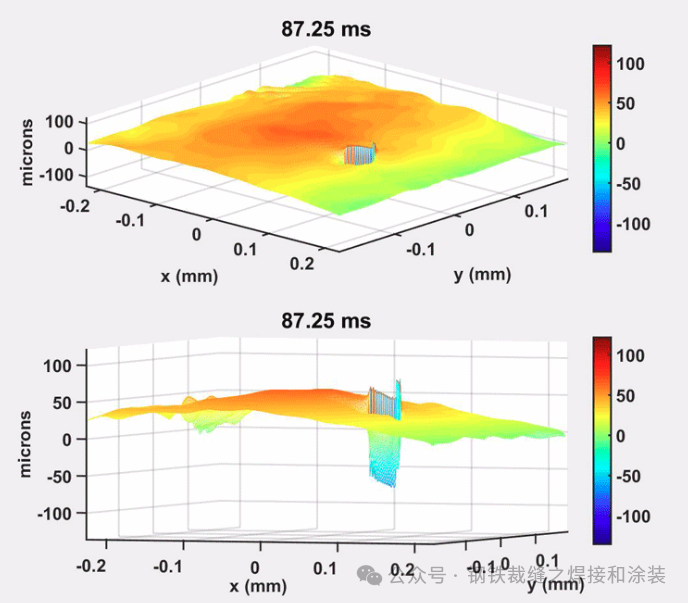
- 基于视觉的成像监控:工业相机(CCD、CMOS)捕捉熔池图像,图像处理算法提取面积、长度、宽度、轮廓等形态特征。相机可以与加工头同轴安装,以保持熔池和相机相对静止,降低图像校正要求。该方法直观地反映熔池宏观形貌变化,为参数调整提供依据,但受熔池亮度、飞溅、等离子体干扰等影响;图像处理算法的准确性和鲁棒性至关重要。
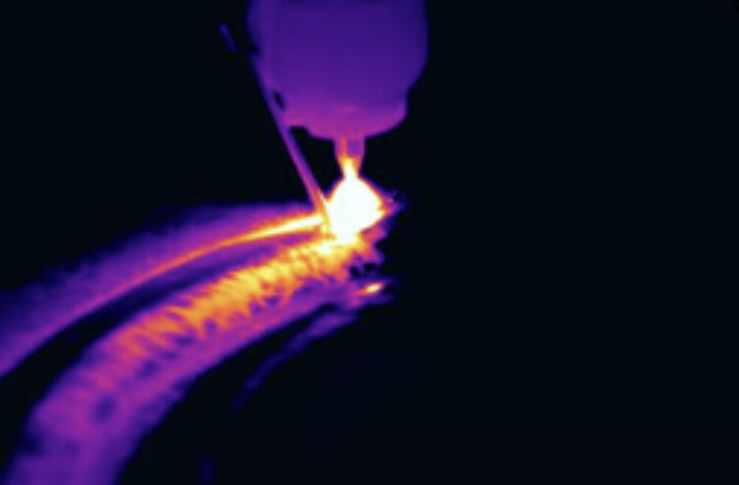
- 温度场监测:红外摄像机或高温计等非接触式测温设备采集熔池温度分布数据。红外相机获取热图像并通过热成像算法计算温度场;高温计通过测量熔池辐射的特定波长光信号来确定温度。温度场监测反映了熔池的热状态,有助于识别不稳定、局部过热或过快冷却等异常现象,对于控制凝固、减少残余应力和缺陷至关重要。
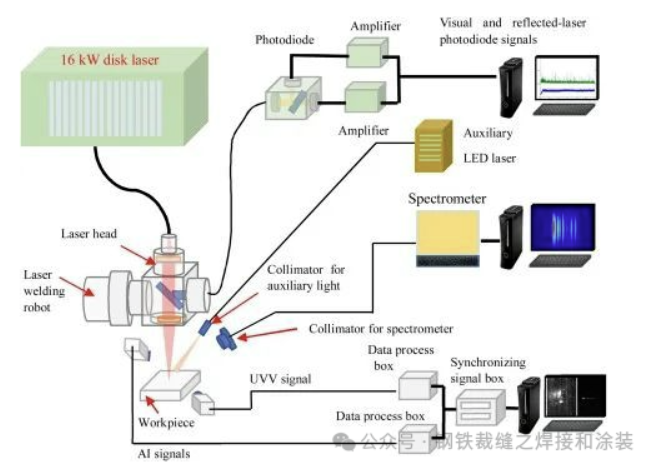
- 基于光谱的监测:光谱仪收集熔池等离子体的光谱信号。对特征线强度和相对强度比的分析可产生有关材料成分、元素含量、等离子体温度、电子密度和其他信息的数据。该方法从微观角度反映了熔池的冶金过程,有助于检测由异常材料成分引起的潜在缺陷,但需要高精度的光谱仪和较强的环境干扰抑制。
- 声学监测:包括声发射 (AE) 和激光超声波 (LU)。 AE 捕获缺陷形成的信号,例如裂纹扩展和孔隙率,通过信号分析识别缺陷类型和位置。 LU利用激光诱导超声波,通过检测波的传播特性来获取熔池内部信息,具有非接触、耐高温的优点,但对激光参数和检测系统要求较高。
不同的技术具有不同的优点和缺点,通常根据工艺要求、精度需求和环境条件进行选择或组合。

三.最新的焊池监控技术
熔池监测是焊接质量控制的核心部分。近年来,在工业4.0和智能制造的推动下,该领域涌现出众多突破性技术。本节系统介绍了焊池监测的最新进展,包括主流检测方法、人工智能应用、多传感器融合技术以及工业应用案例。
一、主流检测技术发展现状
1.1 光学成像技术
光学成像是主流的熔池监测技术,最新进展包括:
- 高动态范围 (HDR) 成像:240Hz 高帧率工业相机结合多重曝光融合技术,可在高达 10⁵ Lux 的极端电弧眩光下清晰捕捉熔池流动。
- 激光三角测量:通过激光条纹投影和CMOS传感器接收实现±0.01mm的精度,成为汽车制造的主流解决方案。
- 光学相干断层扫描 (OCT):一种非侵入式高分辨率成像技术,用于实时熔池熔深监测,特别适用于航空航天领域的精密焊接。
1.2 声学监测技术
声学监测在特定场景下具有独特的优势:
- 超声波监测:适用于厚板焊接,检测内部缺陷,缺陷高度测量误差控制在1mm以内。
- 电弧声信号分析: Judges molten pool status via characteristic acoustic signals in the 20–20,000Hz frequency band with response time <5ms, ideal for deep penetration welding.
1.3 红外热成像技术
最先进的红外监测系统可捕获 800–1500°C 熔池的实时温度场分布。结合人工智能算法,它们可以实现热变形补偿、多层多道焊接跟踪以及未熔合和咬边等缺陷识别。
2、人工智能在熔池检测中的创新应用
2.1 AI模型性能指标
- 误判率:先进的CNN模型将铝合金焊接未熔合缺陷的漏检率从8%降低到0.3%。
- 响应时间: Embedded AI chips (e.g., NVIDIA Jetson) achieve millisecond-level detection, with some systems responding in <10ms.
- 适应性学习:华工科技工业大模型系统通过预训练的坡口类型库,对异型焊缝的识别率达到98%以上。
2.2 典型AI应用方案
- 深度学习缺陷检测:基于YOLOv7架构,同时识别气孔、夹渣、未熔合等6种常见缺陷,准确率超过99.5%。
- 数字孪生系统:根据实时数据构建数字熔池模型,以预测焊接质量并优化工艺参数。
- 多模态数据融合:将视觉、红外和声学数据与卡尔曼滤波相结合,提高监测可靠性。
3、多传感器融合技术的突破
多传感器融合已成为现代焊接自动化的核心技术,通过整合不同传感器的数据,显着提高熔池检测的精度、稳定性和可靠性。
3.1 典型融合算法
- 卡尔曼滤波: Fuses time-series data from multiple sensors to effectively reduce noise interference; enables real-time correction of torch posture in seam tracking with response delay <2ms.
- 深度学习:通过卷积神经网络预训练坡口类型库,将V型坡口、U型坡口等异形焊缝的识别率提高到98%以上。 AI缺陷识别算法实时分析熔池宽度、强化物、夹渣等12个参数。
- 模糊PID控制:结合焊枪运动学模型动态调整焊接速度和偏移量;在汽车焊装车间应用,车身强度一致性提高30%。
- 小波变换融合:设计熔池图像低频和高频子带的融合规则,增强边缘信息。
3.2 核心技术架构
专利表明,领先的多传感器系统通常包括:
- 激光跟踪传感器:提供±0.01mm的空间定位。
- 熔池监测传感器:通过 HDR 成像捕捉熔池动态。
- 工件温度检测传感器:通过红外监测热场分布。
3.3 数据融合方案
国内某光电品牌开发的系统采用:
- 视觉传感:高帧率工业相机+结构光投影,解析3D焊缝轮廓(精度±0.01mm)。
- 激光扫描:线性激光传感器捕获凹槽几何参数。
- 电弧感应:通过电流/电压波动反转熔池动态,以补偿视觉盲点。
3.4 性能优势
与单一技术系统相比,多传感器系统:
- 整体精度提升40%,适应强弧光、飞溅、烟雾等复杂工况。
- 故障率降低60%。
3.5 典型行业应用案例
- 汽车制造:
- 门环板焊接:雷硕光电激光跟踪系统精度达到±0.01mm,通过动态补偿解决热变形,焊接良率从92%提高到99.5%,每条产线每年节省返工成本300万元以上。
- 白车身焊接:激光视觉系统将每个零件的周期时间从 120 秒缩短至 85 秒,飞溅率降低 75%。
- 新能源电池托盘焊接:不良率从5%降低到1%以下。
- 航天:
- 钛合金构件焊接达到0.01mm级精度,克服激光焊接光污染;避免发动机涡轮叶片焊接中热变形影响空气动力性能。
- 能源设备:
- 核电管道密封焊接、风电塔筒大直径环缝跟踪,替代高风险人工操作。
- 某火电厂通过32路同步数据采集,将汽轮机故障检修效率提高50%。
- 精密电子:
- 支持0.5mm以下焊点的微电子连接器的高效焊接,确保气密性、无冷焊点。
- 在PCB焊接中,LAKNN算法将图像配准精度提高30%,焊接精度达到±0.01mm。
四.最新焊池检测技术的成本分析
1、主流检测技术成本概览
根据最新的市场数据,熔池检测技术的成本因类型、精度要求和应用场景的不同而存在很大差异。主要技术的价格范围如下:
| 技术类型 | 价格范围(万元) | 典型配置 | 适用场景 |
|---|---|---|---|
| 工业 HDR 成像 | 28.5–90 | 500Hz高速振镜系统,8通道光谱传感器 | 汽车制造、一般工业焊接 |
| 3D激光跟踪系统 | 5–100 | ±0.05mm精度,支持多机器人协作 | 汽车门环焊接、航空航天 |
| 红外热成像 | 3–50 | 450°C宽范围测温,30–80kHz可调 | 能源管道、厚板焊接 |
| 多传感器融合 | 10–286 | 激光+视觉+弧光传感组合 | 精密制造、异型焊缝 |
| 人工智能检测系统 | 20–200+ | 嵌入式AI芯片(例如Jetson)、ResNet-50模型 | 高精度自动化生产线 |
注:进口设备通常比国产品牌贵1.5-3倍;航空级设备的成本是工业级设备的2-5倍。
2. 工业应用的成本效益
(1)汽车制造
- 初始投资:
- 门环焊接线:约80-1.5亿元(含3D跟踪+AI质检)。
- 电池托盘检测:50-1亿元人民币(激光视觉系统)。
- 好处:
- 检测周期由45秒缩短至8秒。
- 每年节省返修成本超过300万元。
- 不良率从1.8%降低到0.05%。
(2)航空航天
- 设备成本:钛合金检测系统~200-5亿元人民币。
- 维护特点:
- 年维护成本占设备价值的12-18%,其中包括真空环境适应。
- 预测性维护系统可将计划外停机时间减少 30%。
(3)能源管道
- 典型解决方案:50-8000万元(长输管道专用系统)。
- 成本优势:适应管径变化,减少人工检测工作时间70%。
3、成本控制与技术开发
- 国产替代:国产品牌比进口品牌便宜30-50%,性价比优势显着。
- 降低技术成本:
- AI 模型压缩可将硬件要求降低 40%。
- 多光谱融合方案减少了传感器的数量。
- 维护优化:
- 远程诊断,现场服务成本降低50%。
- 模块化设计可降低 35% 的备件成本。
五、多传感器熔池检测的技术挑战及发展趋势
1、主要技术挑战
- 环境干扰:强烈的电弧眩光、飞溅物和烟雾会导致传感器信号衰减。解决方案:多光谱成像,消除电弧干扰。
- 数据同步: Sampling frequency differences between sensors cause timing misalignment. Progress: EtherCAT-based synchronous systems with synchronization error <1µs.
- 实时要求:快速的熔池动态需要毫秒级的响应。突破:边缘计算部署将处理延迟降低至 5 毫秒以内。
- 传感器校准:空间配准精度影响融合性能。创新:在线自校准算法使维护周期延长3倍。
2. 最新技术动态
- 数字孪生技术:实时构建熔池数字孪生,以模拟和预测熔池行为。某航天企业应用,焊接工艺优化周期缩短40%。
- AI增强融合: Transfer learning rapidly adapts to new equipment types, compressing self-learning cycles from 72 hours to 3 hours. Defect interception rate reaches 98%, with automatic parameter adjustment response time <100ms.
- 抗干扰技术:专利电子磁控开关,抗强焊接磁场干扰,避免误判。多通道同步采集结合自适应滤波,信噪比提高15dB。
- 小型化、集成化:MEMS 技术将传感器尺寸缩小了 50%,功耗降低了 30%。温压一体化传感器体积更小、重量更轻,满足汽车轻量化要求。
三、未来发展方向
- 5G远程焊接:低延迟通信使工程师能够远程监控。
- 量子传感技术: 0.1微米分辨率的下一代监测设备正在开发中。
- 绿色检测技术:低功耗传感器和可持续材料应用。
六.焊接熔池监测技术综述
随着人工智能与多传感器技术的深度融合,熔池检测正在从经验判断转向数据驱动决策。
多传感器融合技术通过融合视觉、激光、红外、声学等多源信息,显着提高熔池检测的精度和可靠性。目前主流解决方案采用特征级融合结合深度学习算法,在汽车、航空航天等领域取得了显著成果。但环境干扰、数据同步等挑战需要不断突破。
未来的趋势将集中在三个方向:
- 数字孪生与实时仿真技术深度融合;
- 边缘AI芯片赋能的本地化智能处理;
- 新型 MEMS 传感器实现更高的集成度。
在工业4.0的推动下,多传感器融合系统有望在2025年至2030年实现焊接质量控制的完全自主,推动智能制造迈向新的高度。
发表回复