
最新焊池監控技術
焊接監控技術透過即時測量電流、電壓、溫度、氣流等參數來檢測焊接過程中的缺陷和異常。透過監測這些參數,可以確定焊接電弧的形狀、電弧穩定性、材料熔化深度等條件,從而實現焊接品質的控制。
目前常見的焊接監測技術有雷射光譜技術、紅外線輻射技術、電磁波無損檢測技術、聲學偵測技術等。其中,雷射光譜是一種基於原子發射光譜或分子吸收光譜的檢測技術,主要用於焊接過程中合金元素和雜質元素的線上檢測。紅外線輻射技術利用熱平衡時物質發出的紅外線輻射強度與溫度的線性關係,實現焊接過程中溫度場的即時監控與控制。電磁波無損檢測技術主要透過觀察電磁波的傳播特性和異常情況來檢測焊縫金屬中的未焊透、哈氏合金裂縫等缺陷。聲學檢測技術透過分析焊接過程中產生的聲學訊號來識別氣孔等焊接缺陷。
一、熔池感測方法的發展現狀
1.視覺和聽覺感知的概念
視覺感,簡單來說,是一種應用於生產設備中,用於製程控制、機械控制、品質控制等目的的電子成像技術。視覺感測器(影像捕捉設備,分為CMOS和CCD類型)捕捉影像並將其傳輸到處理單元。系統透過數位處理,根據像素分佈、亮度、顏色等資訊判斷尺寸、形狀、顏色,進而控制現場設備動作。
焊接過程的自動化、智慧化代表了焊接技術的未來發展方向。然而,焊接是一個複雜的物理化學過程,涉及電、光、熱、力等因素的綜合作用。焊接電弧是多輸入、多輸出、強耦合、非線性時變控制對象,幹擾因素眾多,具有挑戰性。為了解決這個問題,技術人員開發了各種電弧感測器——光學、聲學、機械、電弧電壓等——來監控焊接過程。
聲學感測器由電壓晶體材料製成。在一定條件下,電弧燃燒時發出的聲音頻率與熔池體積一一對應。透過偵測聲音頻率,可以間接反映熔池的特徵參數。它們主要應用於等離子小孔焊接和雷射焊接中的滲透感測、焊接缺陷檢測和焊接追蹤。電弧感測器依賴電弧的固有特性,例如電流和電壓,目前主要用於焊縫追蹤和沈積控制。
2、視覺訊息感測技術
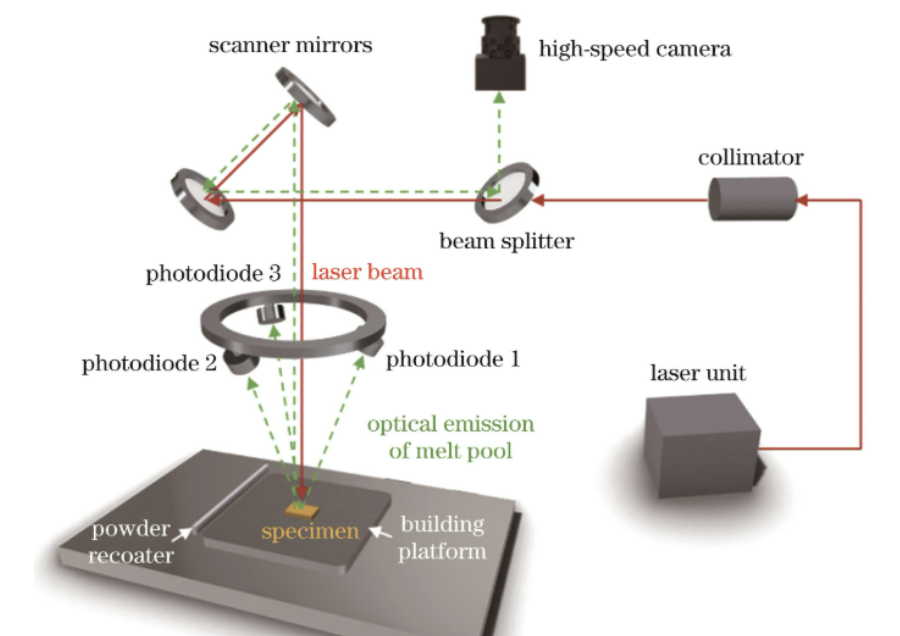
機器人視覺訊息感測涉及三個組件:視覺感測器、光源和視覺訊息處理的硬體/軟體。電弧焊接過程中存在電弧眩光、飛濺、煙霧等強烈幹擾,視覺感測方法的選擇至關重要。在弧焊機器人中,視覺方法根據照明來源分為被動視覺和主動視覺。
被動視覺採用由弧光燈或普通光源和攝影機組成的系統。其特點是透過適當的光學系統濾除大部分電弧眩光,以獲得清晰、逼真的熔池區域影像。
主動視覺一般是指由結構光源和攝影機組成的視覺感測系統。它使用可與電弧區分開的特定波長的光源,使光學感測器僅接收該波長的光,同時濾除電弧眩光。
3. 影像處理過程
在使用視覺感測技術的焊接追蹤控制中,雷射二極體發出的點光源透過柱面透鏡轉換為線光源並投射到工件表面上。雷射光束垂直照射,CCD傾斜接收,同時獲得工件表面和高度方向的二維資訊。
CCD接收到反射光後,將視訊訊號傳送到影像擷取卡,影像擷取卡透過A/D轉換將其轉換為8位元數位訊號,並透過中斷傳輸的方式透過PCI匯流排傳輸到電腦記憶體。然後影像處理程序進行預處理(濾波、增強等)和後處理(提取焊接中心線、偵測特徵訊號點)以獲得偏差訊號。控制演算法產生控制訊號,執行器驅動交流伺服馬達上下左右移動,即時修正偏差。
二.熔池監測技術簡介
熔池監控是確保雷射增材製造、雷射熔覆、焊接和其他應用中製程品質的關鍵技術。常見的類型及原理如下:
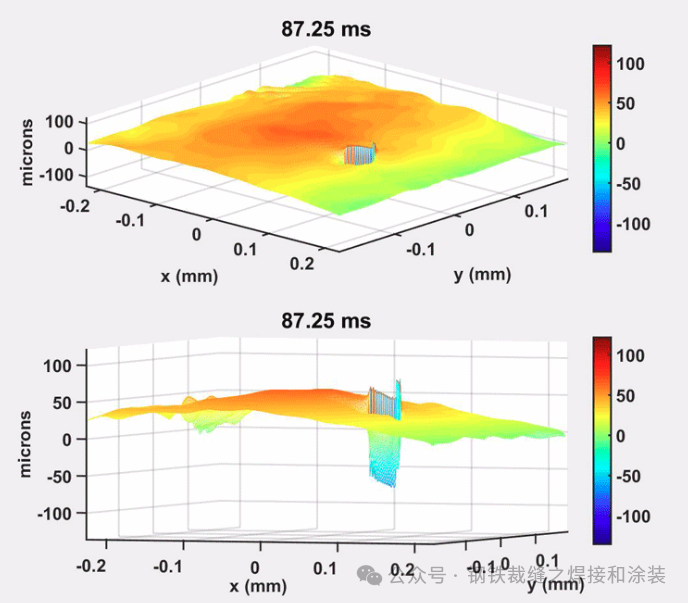
- 基於視覺的成像監控:工業用相機(CCD、CMOS)捕捉熔池影像,影像處理演算法擷取面積、長度、寬度、輪廓等形態特徵。相機可與加工頭同軸安裝,以保持熔池和相機相對靜止,降低影像校正要求。此方法直觀地反映熔池宏觀形貌變化,為參數調整提供依據,但受熔池亮度、飛濺、等離子體幹擾等影響;影像處理演算法的準確性和穩健性至關重要。
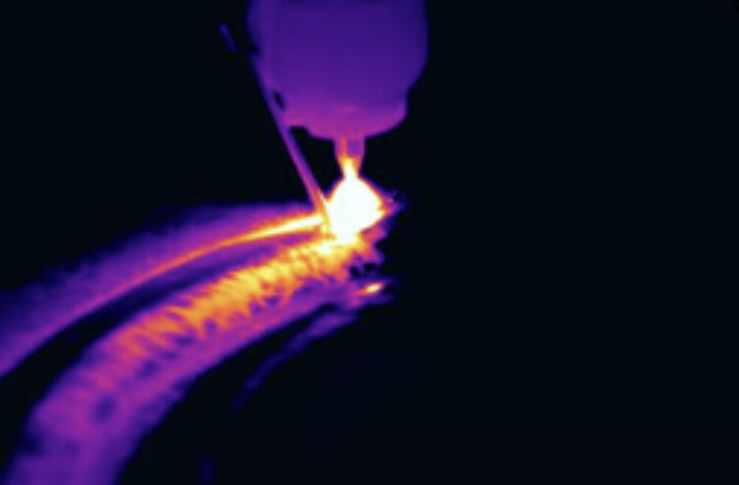
- 溫度場監測:紅外線攝影機或高溫計等非接觸式測溫設備擷取熔池溫度分佈資料。紅外線相機獲取熱圖像並透過熱成像演算法計算溫度場;高溫計透過測量熔池輻射的特定波長光訊號來確定溫度。溫度場監測反映了熔池的熱狀態,有助於識別不穩定、局部過熱或過快冷卻等異常現象,對於控制凝固、減少殘餘應力和缺陷至關重要。
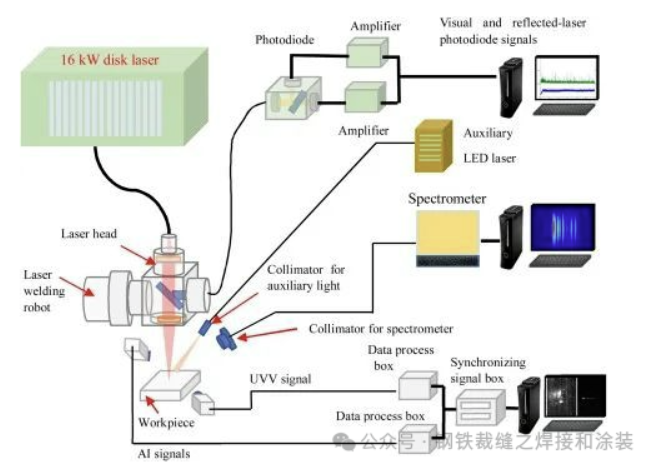
- 基於光譜的監測:光譜儀收集熔池等離子體的光譜訊號。特徵線強度和相對強度比的分析可產生有關材料成分、元素含量、等離子體溫度、電子密度和其他資訊的數據。此方法從微觀角度反映了熔池的冶金過程,有助於檢測由異常材料成分引起的潛在缺陷,但需要高精度的光譜儀和較強的環境幹擾抑制。
- 聲學監測:包括聲發射 (AE) 和雷射超音波 (LU)。 AE 捕獲缺陷形成的訊號,例如裂紋擴展和孔隙率,透過訊號分析識別缺陷類型和位置。 LU利用雷射誘導超音波,透過檢測波的傳播特性來獲取熔池內部訊息,具有非接觸、耐高溫的優點,但對雷射參數和檢測系統要求較高。
不同的技術有不同的優點和缺點,通常根據製程要求、精度需求和環境條件進行選擇或組合。

三.最新的焊接池監控技術
熔池監測是焊接品質控制的核心部分。近年來,在工業4.0和智慧製造的推動下,該領域湧現出許多突破性技術。本節系統介紹了焊池監測的最新進展,包括主流檢測方法、人工智慧應用、多感測器融合技術以及工業應用案例。
一、主流檢測技術發展現狀
1.1 光學成像技術
光學成像是主流的熔池監測技術,最新進展包括:
- 高動態範圍 (HDR) 成像:240Hz 高幀率工業相機結合多重曝光融合技術,可在高達 10⁵ Lux 的極端電弧眩光下清晰捕捉熔池流動。
- 雷射三角測量:透過雷射條紋投影和CMOS感測器接收實現±0.01mm的精度,成為汽車製造的主流解決方案。
- 光學相干斷層掃描 (OCT):一種非侵入式高解析度成像技術,用於即時熔池熔深監測,特別適用於航空航太領域的精密焊接。
1.2 聲學監測技術
聲學監測在特定場景下具有獨特的優勢:
- 超音波監測:適用於厚板焊接,檢測內部缺陷,缺陷高度測量誤差控制在1mm以內。
- 電弧聲訊號分析: Judges molten pool status via characteristic acoustic signals in the 20–20,000Hz frequency band with response time <5ms, ideal for deep penetration welding.
1.3 紅外線熱成像技術
最先進的紅外線監測系統可捕捉 800–1500°C 熔池的即時溫度場分佈。結合人工智慧演算法,它們可以實現熱變形補償、多層多道焊接追蹤以及未熔合和咬邊等缺陷識別。
2、人工智慧在熔池檢測的創新應用
2.1 AI模型性能指標
- 誤判率:先進的CNN模型將鋁合金焊接未熔合缺陷的漏檢率從8%降低到0.3%。
- 回應時間: Embedded AI chips (e.g., NVIDIA Jetson) achieve millisecond-level detection, with some systems responding in <10ms.
- 適應性學習:華工科技工業大模型系統透過預先訓練的坡口類型庫,對異型焊接的辨識率達98%以上。
2.2 典型AI應用方案
- 深度學習缺陷檢測:基於YOLOv7架構,同時辨識氣孔、夾渣、未熔合等6種常見缺陷,準確率超過99.5%。
- 數位孿生系統:根據即時數據建立數位熔池模型,以預測焊接品質並優化製程參數。
- 多模態資料融合:將視覺、紅外線和聲學數據與卡爾曼濾波結合,提高監測可靠性。
3.多感測器融合技術的突破
多感測器融合已成為現代焊接自動化的核心技術,透過整合不同感測器的數據,顯著提高熔池檢測的精度、穩定性和可靠性。
3.1 典型融合演算法
- 卡爾曼濾波: Fuses time-series data from multiple sensors to effectively reduce noise interference; enables real-time correction of torch posture in seam tracking with response delay <2ms.
- 深度學習:透過卷積神經網路預訓練坡口類型庫,將V型坡口、U型坡口等異形焊接的辨識率提高到98%以上。 AI缺陷辨識演算法即時分析熔池寬度、強化物、夾渣等12個參數。
- 模糊PID控制:結合焊槍運動學模型動態調整焊接速度與偏移;在汽車焊接車間應用,車身強度一致性提高30%。
- 小波變換融合:設計熔池影像低頻和高頻子帶的融合規則,增強邊緣資訊。
3.2 核心技術架構
專利表明,領先的多感測器系統通常包括:
- 雷射追蹤感測器:提供±0.01mm的空間定位。
- 熔池監測感測器:透過 HDR 成像捕捉熔池動態。
- 工件溫度偵測感測器:透過紅外線監測熱場分佈。
3.3 數據融合方案
國內某光電品牌所開發的系統採用:
- 視覺感:高幀率工業相機+結構光投影,解析3D焊接輪廓(精度±0.01mm)。
- 雷射掃描:線性雷射感測器捕捉凹槽幾何參數。
- 電弧感應:透過電流/電壓波動反轉熔池動態,以補償視覺盲點。
3.4 性能優勢
與單一技術系統相比,多感測器系統:
- 整體精準度提升40%,適應強弧光、飛濺、煙霧等複雜工況。
- 故障率降低60%。
3.5 典型產業應用案例
- 汽車製造:
- 門環板焊接:雷碩光電雷射追蹤系統精度達到±0.01mm,透過動態補償解決熱變形,焊接良率從92%提高到99.5%,每條產線每年節省重工成本300萬元以上。
- 白車身焊接:雷射視覺系統將每個零件的週期時間從 120 秒縮短至 85 秒,飛濺率降低 75%。
- 新能源電池托盤焊接:不良率從5%降低到1%以下。
- 航天:
- 鈦合金構件焊接達到0.01mm級精度,克服雷射焊接光污染;避免引擎渦輪葉片焊接中熱變形影響空氣動力性能。
- 能源設備:
- 核電管道密封焊接、風電塔筒大直徑環縫跟踪,取代高風險人工操作。
- 某火電廠透過32路同步資料收集,將汽輪機故障檢修效率提高50%。
- 精密電子:
- 支援0.5mm以下焊點的微電子連接器的高效焊接,確保氣密性、無冷焊點。
- 在PCB焊接中,LAKNN演算法將影像配準精度提高30%,焊接精度達到±0.01mm。
四.最新焊池檢測技術的成本分析
1.主流檢測技術成本概覽
根據最新的市場數據,熔池檢測技術的成本因類型、精度要求和應用場景的不同而存在很大差異。主要技術的價格範圍如下:
| 技術類型 | 價格範圍(萬元) | 典型配置 | 適用場景 |
|---|---|---|---|
| 工業 HDR 成像 | 28.5–90 | 500Hz高速振鏡系統,8通道光譜感測器 | 汽車製造、一般工業焊接 |
| 3D雷射追蹤系統 | 5–100 | ±0.05mm精度,支援多機器人協作 | 汽車門環焊接、航空航天 |
| 紅外線熱成像 | 3–50 | 450°C寬範圍測溫,30–80kHz可調 | 能源管道、厚板焊接 |
| 多感測器融合 | 10–286 | 雷射+視覺+弧光感測組合 | 精密製造、異型焊縫 |
| 人工智慧檢測系統 | 20–200+ | 嵌入式AI晶片(例如Jetson)、ResNet-50模型 | 高精度自動化生產線 |
註:進口設備通常比國產品牌貴1.5-3倍;航空級設備的成本是工業級設備的2-5倍。
2. 工業應用的成本效益
(1)汽車製造
- 初始投資:
- 門環焊接線:約80-1.5億元(含3D追蹤+AI質檢)。
- 電池托盤檢測:50-1億元人民幣(雷射視覺系統)。
- 好處:
- 檢測週期由45秒縮短至8秒。
- 每年節省返修成本超過300萬元。
- 不良率從1.8%降低到0.05%。
(2)航空航天
- 設備成本:鈦合金檢測系統~200-5億元人民幣。
- 維護特點:
- 年維護成本佔設備價值的12-18%,其中包括真空環境適應。
- 預測性維護系統可將非計劃性停機時間減少 30%。
(3)能源管道
- 典型解決方案:50-8000萬元(長輸管專用系統)。
- 成本優勢:適應管徑變化,減少人工檢測工作時間70%。
3、成本控制與技術開發
- 國產替代:國產品牌比進口品牌便宜30-50%,性價比優勢顯著。
- 降低技術成本:
- AI 模型壓縮可將硬體需求降低 40%。
- 多光譜融合方案減少了感測器的數量。
- 維護最佳化:
- 遠端診斷,現場服務成本降低50%。
- 模組化設計可降低 35% 的備件成本。
五、多感測器熔池檢測的技術挑戰及發展趨勢
1.主要技術挑戰
- 環境幹擾:強烈的電弧眩光、飛濺物和煙霧會導致感測器訊號衰減。解決方案:多光譜成像,消除電弧幹擾。
- 資料同步: Sampling frequency differences between sensors cause timing misalignment. Progress: EtherCAT-based synchronous systems with synchronization error <1µs.
- 即時要求:快速的熔池動態需要毫秒級的響應。突破:邊緣運算部署將處理延遲降至 5 毫秒以內。
- 感測器校準:空間配準精度影響融合性能。創新:線上自校準演算法使維護週期延長3倍。
2. 最新技術動態
- 數位孿生技術:即時建構熔池數位孿生,以模擬和預測熔池行為。某航太企業應用,焊接製程優化週期縮短40%。
- AI增強融合: Transfer learning rapidly adapts to new equipment types, compressing self-learning cycles from 72 hours to 3 hours. Defect interception rate reaches 98%, with automatic parameter adjustment response time <100ms.
- 抗干擾技術:專利電子磁控開關,抗強焊接磁場幹擾,避免誤判。多通道同步擷取結合自適應濾波,訊號雜訊比提高15dB。
- 小型化、整合化:MEMS 技術將感測器尺寸縮小了 50%,功耗降低了 30%。溫壓一體化感測器體積更小、重量更輕,滿足汽車輕量化要求。
三、未來發展方向
- 5G遠程焊接:低延遲通訊使工程師能夠遠端監控。
- 量子感測技術: 0.1微米解析度的下一代監測設備正在開發中。
- 綠色檢測技術:低功耗感測器和永續材料應用。
六.焊接熔池監測技術綜述
隨著人工智慧與多感測器技術的深度融合,熔池偵測正從經驗判斷轉向數據驅動決策。
多感測器融合技術透過融合視覺、雷射、紅外線、聲學等多源訊息,顯著提高熔池檢測的精度和可靠性。目前主流解決方案採用特徵級融合結合深度學習演算法,在汽車、航太等領域取得了顯著成果。但環境幹擾、資料同步等挑戰需要不斷突破。
未來的趨勢將集中在三個方向:
- 數位孿生與即時模擬技術深度融合;
- 邊緣AI晶片賦能的本地化智慧處理;
- 新型 MEMS 感測器實現更高的整合度。
在工業4.0的推動下,多感測器融合系統預計在2025年至2030年實現焊接品質控制的完全自主,推動智慧製造邁向新的高度。
留下答复