
เทคโนโลยีการตรวจสอบสระเชื่อมล่าสุด
เทคโนโลยีการตรวจสอบการเชื่อมจะตรวจจับข้อบกพร่องและความผิดปกติระหว่างการเชื่อมด้วยการวัดพารามิเตอร์แบบเรียลไทม์ เช่น กระแส แรงดันไฟฟ้า อุณหภูมิ และการไหลของอากาศ ด้วยการตรวจสอบพารามิเตอร์เหล่านี้ จึงสามารถกำหนดรูปร่างของส่วนโค้งการเชื่อม ความเสถียรของส่วนโค้ง ความลึกของการหลอมเหลวของวัสดุ และเงื่อนไขอื่นๆ ได้ จึงสามารถควบคุมคุณภาพการเชื่อมได้
ในปัจจุบัน เทคโนโลยีการตรวจสอบการเชื่อมทั่วไป ได้แก่ เลเซอร์สเปกโทรสโกปี เทคโนโลยีรังสีอินฟราเรด เทคโนโลยีการทดสอบแบบไม่ทำลายคลื่นแม่เหล็กไฟฟ้า และเทคโนโลยีการตรวจจับเสียง เลเซอร์สเปกโทรสโกปีเป็นเทคนิคการตรวจจับโดยใช้สเปกโตรสโคปีการปล่อยอะตอมหรือสเปกโทรสโกปีการดูดกลืนแสงของโมเลกุล ซึ่งส่วนใหญ่ใช้สำหรับการตรวจจับองค์ประกอบโลหะผสมและองค์ประกอบสิ่งเจือปนในระหว่างการเชื่อมแบบออนไลน์ เทคโนโลยีรังสีอินฟราเรดใช้ความสัมพันธ์เชิงเส้นระหว่างความเข้มของรังสีอินฟราเรดที่ปล่อยออกมาจากสสารที่สมดุลความร้อนและอุณหภูมิ เพื่อให้เกิดการตรวจสอบและควบคุมสนามอุณหภูมิแบบเรียลไทม์ระหว่างการเชื่อม เทคโนโลยีการทดสอบแบบไม่ทำลายด้วยคลื่นแม่เหล็กไฟฟ้าส่วนใหญ่จะตรวจจับข้อบกพร่อง เช่น การเจาะที่ไม่สมบูรณ์ และรอยแตกของ Hastelloy ในโลหะเชื่อม โดยการสังเกตลักษณะการแพร่กระจายและความผิดปกติของคลื่นแม่เหล็กไฟฟ้า เทคโนโลยีการตรวจจับเสียงจะระบุข้อบกพร่องในการเชื่อม เช่น ความพรุน โดยการวิเคราะห์สัญญาณเสียงที่เกิดขึ้นระหว่างการเชื่อม
I. การพัฒนาวิธีการตรวจจับสระหลอมเหลวในปัจจุบัน
1. แนวคิดของการตรวจจับด้วยภาพและเสียง
กล่าวโดยย่อคือ การตรวจจับด้วยภาพเป็นเทคโนโลยีการถ่ายภาพอิเล็กทรอนิกส์ที่ใช้ในอุปกรณ์การผลิตเพื่อการควบคุมกระบวนการ การควบคุมทางกล การควบคุมคุณภาพ และวัตถุประสงค์อื่นๆ วิชันเซนเซอร์ (อุปกรณ์จับภาพ แบ่งออกเป็นประเภท CMOS และ CCD) จับภาพและส่งไปยังหน่วยประมวลผล ด้วยการประมวลผลแบบดิจิทัล ระบบจะตัดสินขนาด รูปร่าง และสีตามการกระจายพิกเซล ความสว่าง สี และข้อมูลอื่นๆ จากนั้นจึงควบคุมการทำงานของอุปกรณ์ในสถานที่ตามนั้น
ระบบอัตโนมัติและความชาญฉลาดของกระบวนการเชื่อมแสดงถึงทิศทางการพัฒนาเทคโนโลยีการเชื่อมในอนาคต อย่างไรก็ตาม การเชื่อมเป็นกระบวนการเคมีกายภาพที่ซับซ้อนซึ่งเกี่ยวข้องกับผลกระทบที่รวมกันของไฟฟ้า แสง ความร้อน แรง และปัจจัยอื่นๆ อาร์กการเชื่อมเป็นวัตถุควบคุมหลายอินพุต หลายเอาท์พุต เชื่อมต่ออย่างแน่นหนา แปรตามเวลาไม่เชิงเส้น โดยมีปัจจัยรบกวนมากมาย ทำให้เป็นงานที่ท้าทาย เพื่อแก้ไขปัญหานี้ ช่างเทคนิคได้พัฒนาเซ็นเซอร์อาร์คต่างๆ เช่น ออปติคอล อะคูสติก เครื่องกล แรงดันอาร์ค ฯลฯ เพื่อตรวจสอบกระบวนการเชื่อม
เซ็นเซอร์วัดเสียงทำจากวัสดุคริสตัลแรงดันไฟฟ้า ภายใต้เงื่อนไขบางประการ ความถี่เสียงที่ปล่อยออกมาระหว่างการเผาไหม้ส่วนโค้งจะสอดคล้องกับปริมาตรพูลหลอมเหลวแบบหนึ่งต่อหนึ่ง ด้วยการตรวจจับความถี่เสียง พารามิเตอร์ลักษณะเฉพาะของพูลหลอมเหลวจึงสามารถสะท้อนทางอ้อมได้ โดยส่วนใหญ่จะนำไปใช้ในการตรวจจับการเจาะ การตรวจจับข้อบกพร่องในการเชื่อม และการติดตามตะเข็บในการเชื่อมรูกุญแจพลาสมาและการเชื่อมด้วยเลเซอร์ เซ็นเซอร์อาร์คอาศัยคุณลักษณะโดยธรรมชาติของส่วนโค้ง เช่น กระแสและแรงดันไฟฟ้า และปัจจุบันใช้เพื่อการติดตามรอยตะเข็บและการควบคุมการสะสมตัวเป็นหลัก
2. เทคโนโลยีการตรวจจับข้อมูลภาพ
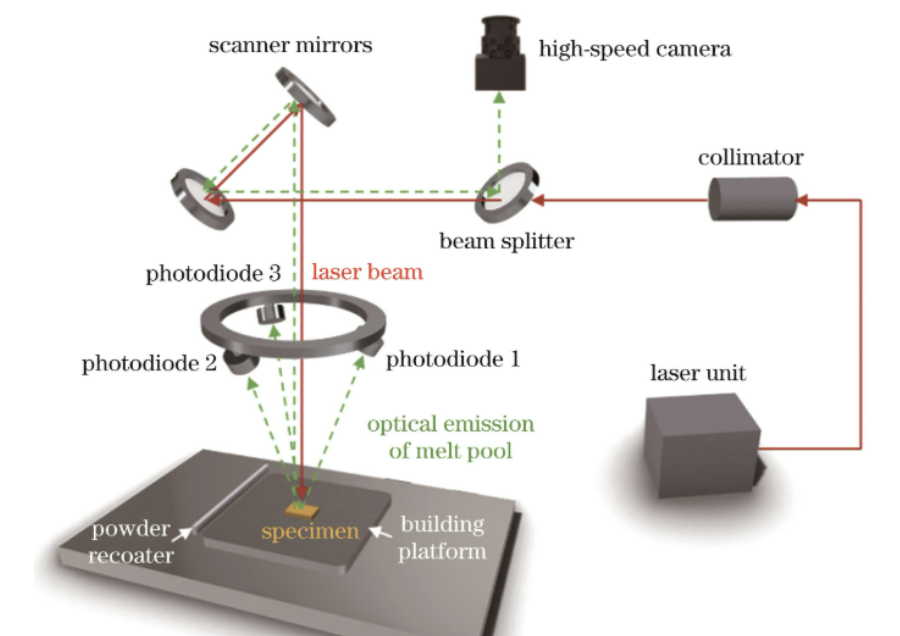
การตรวจจับข้อมูลการมองเห็นด้วยหุ่นยนต์ประกอบด้วยองค์ประกอบ 3 ส่วน ได้แก่ เซ็นเซอร์การมองเห็น แหล่งกำเนิดแสง และฮาร์ดแวร์/ซอฟต์แวร์สำหรับการประมวลผลข้อมูลภาพ ในการเชื่อมอาร์ก จะมีการรบกวนที่รุนแรง เช่น แสงสะท้อนจากอาร์ค การกระเด็น และควัน ซึ่งทำให้การเลือกวิธีการตรวจจับด้วยภาพมีความสำคัญ ในหุ่นยนต์เชื่อมอาร์ก วิธีการมองเห็นจะแบ่งออกเป็นการมองเห็นแบบพาสซีฟและการมองเห็นแบบแอคทีฟตามแหล่งกำเนิดแสง
การมองเห็นแบบพาสซีฟใช้ระบบที่ประกอบด้วยแสงอาร์คหรือแหล่งกำเนิดแสงและกล้องธรรมดา คุณลักษณะของมันคือกรองแสงสะท้อนส่วนโค้งส่วนใหญ่ผ่านระบบออพติคอลที่เหมาะสมเพื่อให้ได้ภาพที่คมชัดและสมจริงของโซนสระน้ำหลอมเหลว
การมองเห็นเชิงรุกโดยทั่วไปหมายถึงระบบการตรวจจับการมองเห็นที่ประกอบด้วยแหล่งกำเนิดแสงที่มีโครงสร้างและกล้อง ใช้แหล่งกำเนิดแสงที่มีความยาวคลื่นเฉพาะที่สามารถแยกความแตกต่างจากส่วนโค้งได้ ทำให้เซ็นเซอร์ออปติคัลรับเฉพาะแสงที่มีความยาวคลื่นนั้นในขณะที่กรองแสงจ้าส่วนโค้งออกไป
3. กระบวนการประมวลผลภาพ
ในการควบคุมการติดตามตะเข็บโดยใช้เทคโนโลยีการตรวจจับด้วยภาพ แหล่งกำเนิดแสงแบบจุดที่ปล่อยออกมาจากเลเซอร์ไดโอดจะถูกแปลงเป็นแหล่งกำเนิดแสงเชิงเส้นผ่านเลนส์ทรงกระบอกและฉายลงบนพื้นผิวชิ้นงาน เมื่อลำแสงเลเซอร์ฉายรังสีในแนวตั้งและ CCD รับข้อมูลแบบเฉียง ข้อมูลสองมิติของพื้นผิวชิ้นงานและทิศทางความสูงของชิ้นงานจึงได้รับพร้อมกัน
หลังจากได้รับแสงสะท้อน CCD จะส่งสัญญาณวิดีโอไปยังการ์ดรับภาพ ซึ่งจะแปลงเป็นสัญญาณดิจิตอล 8 บิตผ่านการแปลง A/D และส่งไปยังหน่วยความจำคอมพิวเตอร์ผ่านบัส PCI ผ่านการถ่ายโอนแบบขัดจังหวะ จากนั้นโปรแกรมประมวลผลภาพจะทำการประมวลผลล่วงหน้า (การกรอง การปรับปรุง ฯลฯ) และการประมวลผลภายหลัง (การแยกเส้นกึ่งกลางการเชื่อม การตรวจจับจุดสัญญาณลักษณะเฉพาะ) เพื่อรับสัญญาณเบี่ยงเบน อัลกอริธึมควบคุมจะสร้างสัญญาณควบคุม และแอคชูเอเตอร์จะขับเคลื่อนเซอร์โวมอเตอร์ AC เพื่อเลื่อนขึ้น ลง ซ้าย และขวา เพื่อแก้ไขความเบี่ยงเบนแบบเรียลไทม์
ครั้งที่สอง ข้อมูลเบื้องต้นเกี่ยวกับเทคโนโลยีการตรวจสอบสระหลอมเหลว
การตรวจสอบบ่อหลอมเหลวเป็นเทคโนโลยีสำคัญในการรับรองคุณภาพของกระบวนการในการผลิตแบบเติมเนื้อด้วยเลเซอร์ การหุ้มด้วยเลเซอร์ การเชื่อม และการใช้งานอื่นๆ ประเภทและหลักการทั่วไปมีดังนี้:
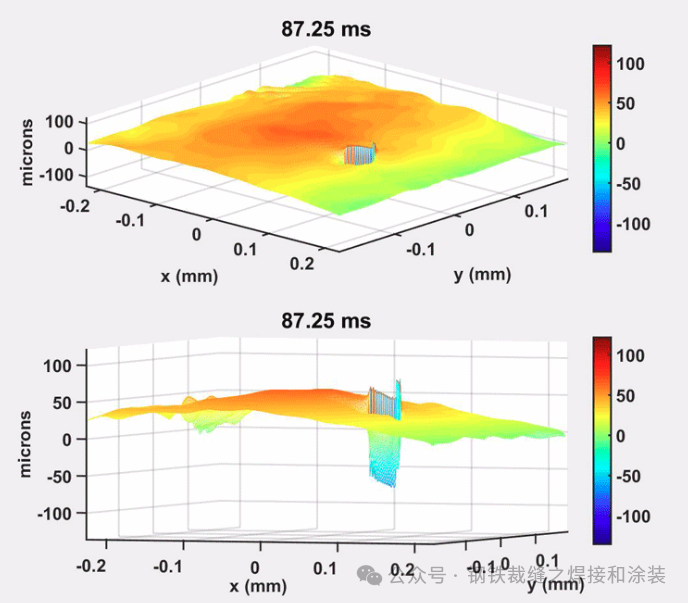
- การตรวจสอบภาพด้วยการมองเห็น: กล้องอุตสาหกรรม (CCD, CMOS) จับภาพสระหลอมเหลว และอัลกอริธึมการประมวลผลภาพจะแยกคุณสมบัติทางสัณฐานวิทยา เช่น พื้นที่ ความยาว ความกว้าง และรูปร่าง สามารถติดตั้งกล้องแบบโคแอกเชียลกับหัวประมวลผลได้เพื่อให้สระหลอมเหลวและกล้องอยู่นิ่ง ช่วยลดข้อกำหนดในการแก้ไขภาพ วิธีการนี้สะท้อนการเปลี่ยนแปลงทางสัณฐานวิทยาขนาดมหึมาของแหล่งหลอมเหลวและให้พื้นฐานสำหรับการปรับพารามิเตอร์ แต่จะได้รับผลกระทบจากความสว่างของแหล่งหลอมเหลว การกระเด็น และการรบกวนของพลาสมา ความแม่นยำและความทนทานของอัลกอริธึมการประมวลผลภาพเป็นสิ่งสำคัญ
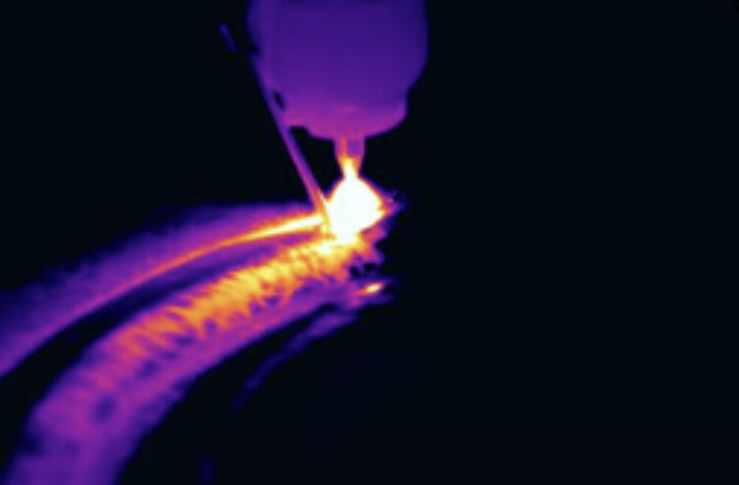
- การตรวจสอบสนามอุณหภูมิ: อุปกรณ์วัดอุณหภูมิแบบไม่สัมผัส เช่น กล้องอินฟราเรดหรือไพโรมิเตอร์ จะรวบรวมข้อมูลการกระจายอุณหภูมิของสระหลอมเหลว กล้องอินฟราเรดรับภาพความร้อนและคำนวณสนามอุณหภูมิผ่านอัลกอริธึมการถ่ายภาพความร้อน ไพโรมิเตอร์จะกำหนดอุณหภูมิโดยการวัดสัญญาณแสงความยาวคลื่นจำเพาะที่แผ่ออกมาจากสระหลอมเหลว การตรวจสอบภาคสนามอุณหภูมิสะท้อนถึงสถานะความร้อนของบ่อหลอมเหลว ช่วยระบุความผิดปกติ เช่น ความไม่เสถียร ความร้อนสูงเกินไปในท้องถิ่น หรือการเย็นลงเร็วเกินไป และมีความสำคัญต่อการควบคุมการแข็งตัวและลดความเครียดและข้อบกพร่องที่ตกค้าง
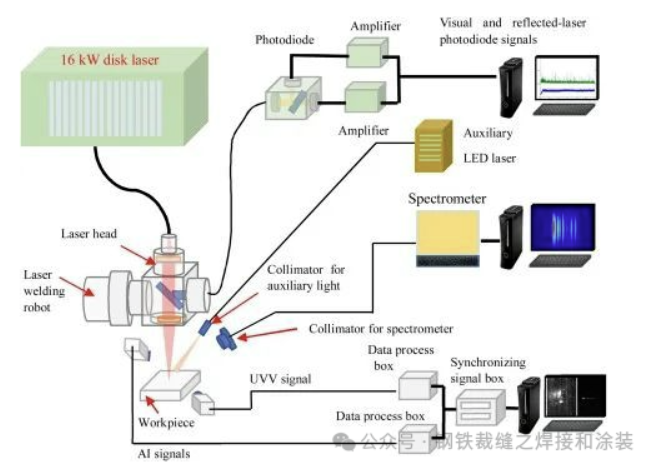
- การตรวจสอบโดยใช้สเปกโทรสโกปี: สเปกโตรมิเตอร์จะรวบรวมสัญญาณสเปกตรัมของพลาสมาหลอมเหลว การวิเคราะห์ความเข้มของเส้นคุณลักษณะและอัตราส่วนความเข้มสัมพัทธ์จะให้ข้อมูลเกี่ยวกับองค์ประกอบของวัสดุ ปริมาณองค์ประกอบ อุณหภูมิพลาสมา ความหนาแน่นของอิเล็กตรอน และข้อมูลอื่นๆ วิธีนี้สะท้อนกระบวนการทางโลหะวิทยาของบ่อหลอมเหลวจากมุมมองของกล้องจุลทรรศน์ และช่วยตรวจจับข้อบกพร่องที่อาจเกิดขึ้นซึ่งเกิดจากองค์ประกอบของวัสดุที่ผิดปกติ แต่ต้องใช้สเปกโตรมิเตอร์ที่มีความแม่นยำสูงและการปราบปรามการรบกวนสิ่งแวดล้อมที่รุนแรง
- การตรวจสอบเสียง: รวมการปล่อยเสียง (AE) และเลเซอร์อัลตราโซนิก (LU) AE จับสัญญาณจากการก่อตัวของข้อบกพร่อง เช่น การแพร่กระจายของรอยแตกร้าวและความพรุน โดยระบุประเภทและตำแหน่งของข้อบกพร่องผ่านการวิเคราะห์สัญญาณ LU ใช้คลื่นอัลตราโซนิกที่เกิดจากเลเซอร์เพื่อรับข้อมูลบ่อหลอมเหลวภายในโดยการตรวจจับลักษณะการแพร่กระจายของคลื่น ให้ข้อได้เปรียบในการต้านทานอุณหภูมิสูงแบบไม่สัมผัส แต่ต้องการพารามิเตอร์เลเซอร์และระบบการตรวจจับที่แม่นยำ
เทคโนโลยีที่แตกต่างกันมีจุดแข็งและจุดอ่อนที่แตกต่างกัน และมักถูกเลือกหรือรวมเข้าด้วยกันตามความต้องการของกระบวนการ ความต้องการความแม่นยำ และสภาพแวดล้อม

III. เทคโนโลยีการตรวจสอบสระเชื่อมล่าสุด
การตรวจสอบสระเชื่อมเป็นส่วนสำคัญของการควบคุมคุณภาพการเชื่อม ขับเคลื่อนโดยอุตสาหกรรม 4.0 และการผลิตอัจฉริยะ เทคโนโลยีที่ก้าวล้ำมากมายได้เกิดขึ้นในสาขานี้ในช่วงไม่กี่ปีที่ผ่านมา ส่วนนี้แนะนำความก้าวหน้าล่าสุดอย่างเป็นระบบในการตรวจสอบสระเชื่อม รวมถึงวิธีการตรวจจับกระแสหลัก แอปพลิเคชัน AI เทคโนโลยีฟิวชั่นหลายเซ็นเซอร์ และกรณีการใช้งานทางอุตสาหกรรม
1. สถานะการพัฒนาเทคโนโลยีการตรวจจับกระแสหลัก
1.1 เทคโนโลยีการถ่ายภาพด้วยแสง
การถ่ายภาพด้วยแสงเป็นเทคโนโลยีการตรวจสอบบ่อหลอมเหลวกระแสหลัก โดยมีความก้าวหน้าล่าสุด ได้แก่:
- การถ่ายภาพช่วงไดนามิกสูง (HDR): กล้องอุตสาหกรรมอัตราเฟรมสูง 240Hz ผสมผสานกับเทคโนโลยีฟิวชั่นการรับแสงหลายระดับ จับการไหลของสระน้ำที่หลอมละลายได้อย่างชัดเจนภายใต้แสงสะท้อนส่วนโค้งที่รุนแรงสูงสุดถึง 10⁵ Lux
- สามเหลี่ยมเลเซอร์: ได้ความแม่นยำ ±0.01 มม. ผ่านการฉายแถบเลเซอร์และการรับเซ็นเซอร์ CMOS กลายเป็นโซลูชันกระแสหลักในการผลิตยานยนต์
- การตรวจเอกซเรย์การเชื่อมโยงกันด้วยแสง (OCT): เทคนิคการถ่ายภาพความละเอียดสูงแบบไม่รุกรานสำหรับการตรวจสอบการเจาะทะลุของสระหลอมเหลวแบบเรียลไทม์ เหมาะอย่างยิ่งสำหรับการเชื่อมที่มีความแม่นยำในการบินและอวกาศ
1.2 เทคโนโลยีการตรวจสอบเสียง
การตรวจสอบเสียงมีข้อดีเฉพาะตัวในสถานการณ์เฉพาะ:
- การตรวจสอบด้วยคลื่นเสียงความถี่สูง: ใช้ได้กับการเชื่อมแผ่นหนา การตรวจจับข้อบกพร่องภายในโดยมีข้อผิดพลาดในการวัดความสูงของข้อบกพร่องที่ควบคุมได้ภายใน 1 มม.
- การวิเคราะห์สัญญาณเสียงอาร์ค: Judges molten pool status via characteristic acoustic signals in the 20–20,000Hz frequency band with response time <5ms, ideal for deep penetration welding.
1.3 เทคโนโลยีการถ่ายภาพความร้อนอินฟราเรด
ระบบตรวจสอบด้วยอินฟราเรดที่ล้ำสมัยจะจับการกระจายสนามอุณหภูมิแบบเรียลไทม์ของสระหลอมเหลวที่อุณหภูมิ 800–1500°C เมื่อรวมกับอัลกอริธึม AI พวกมันจะสามารถชดเชยการเสียรูปเนื่องจากความร้อน การติดตามการเชื่อมแบบหลายชั้นหลายชั้น และการระบุข้อบกพร่อง เช่น การหลอมละลายที่ไม่สมบูรณ์และการตัดส่วนล่าง
2. การประยุกต์ใช้ปัญญาประดิษฐ์ที่เป็นนวัตกรรมใหม่ในการตรวจจับพูลหลอมเหลว
2.1 การวัดประสิทธิภาพของโมเดล AI
- อัตราการตัดสินที่ผิดพลาด: โมเดล CNN ขั้นสูงช่วยลดอัตราการตรวจจับที่พลาดไปของข้อบกพร่องจากการหลอมรวมที่ไม่สมบูรณ์ในการเชื่อมอลูมิเนียมอัลลอยด์จาก 8% เป็น 0.3%
- เวลาตอบสนอง: Embedded AI chips (e.g., NVIDIA Jetson) achieve millisecond-level detection, with some systems responding in <10ms.
- การเรียนรู้แบบปรับตัว: ระบบโมเดลอุตสาหกรรมขนาดใหญ่ของ Huagong Tech มีอัตราการจดจำมากกว่า 98% สำหรับการเชื่อมที่มีรูปทรงพิเศษผ่านไลบรารีประเภทร่องที่ผ่านการฝึกอบรมมาแล้ว
2.2 โซลูชันแอปพลิเคชัน AI ทั่วไป
- การตรวจจับข้อบกพร่องการเรียนรู้เชิงลึก: ตามสถาปัตยกรรม YOLOv7 สามารถระบุข้อบกพร่องทั่วไป 6 รายการพร้อมกัน รวมถึงความพรุน การรวมตะกรัน และการหลอมรวมที่ไม่สมบูรณ์ ด้วยความแม่นยำเกิน 99.5%
- ระบบดิจิตอลทวิน: สร้างแบบจำลองพูลหลอมเหลวแบบดิจิทัลจากข้อมูลแบบเรียลไทม์เพื่อคาดการณ์คุณภาพการเชื่อมและปรับพารามิเตอร์กระบวนการให้เหมาะสม
- การรวมข้อมูลหลายรูปแบบ: รวมข้อมูลภาพ อินฟราเรด และเสียงเข้ากับการกรองคาลมานเพื่อปรับปรุงความน่าเชื่อถือในการตรวจสอบ
3. ความก้าวหน้าในเทคโนโลยีฟิวชั่นเซ็นเซอร์หลายตัว
ฟิวชันหลายเซ็นเซอร์ได้กลายเป็นเทคโนโลยีหลักในระบบอัตโนมัติในการเชื่อมสมัยใหม่ ซึ่งปรับปรุงความแม่นยำ ความเสถียร และความน่าเชื่อถือของการตรวจจับพูลหลอมเหลวได้อย่างมาก ด้วยการรวมข้อมูลจากเซ็นเซอร์ต่างๆ
3.1 อัลกอริธึมฟิวชั่นทั่วไป
- การกรองคาลมาน: Fuses time-series data from multiple sensors to effectively reduce noise interference; enables real-time correction of torch posture in seam tracking with response delay <2ms.
- การเรียนรู้เชิงลึก: ไลบรารีประเภทร่องที่ผ่านการฝึกอบรมล่วงหน้าผ่านโครงข่ายประสาทเทียมแบบ Convolutional ช่วยเพิ่มอัตราการจดจำของร่อง V, U-groove และรอยเชื่อมรูปทรงพิเศษอื่นๆ มากกว่า 98% อัลกอริธึมการจดจำข้อบกพร่องของ AI วิเคราะห์พารามิเตอร์ 12 ตัว รวมถึงความกว้างของสระหลอม การเสริมแรง และการรวมตะกรันแบบเรียลไทม์
- การควบคุม PID แบบคลุมเครือ: ปรับความเร็วการเชื่อมและออฟเซ็ตแบบไดนามิกรวมกับโมเดลจลนศาสตร์ของคบเพลิง นำไปใช้ในโรงเชื่อมงานเชื่อมยานยนต์ โดยเพิ่มความสม่ำเสมอของความแข็งแรงของร่างกายขึ้น 30%
- เวฟเล็ตแปลงฟิวชั่น: ออกแบบกฎการผสมสำหรับแถบย่อยความถี่ต่ำและสูงของภาพพูลหลอมเหลวเพื่อปรับปรุงข้อมูลขอบ
3.2 สถาปัตยกรรมทางเทคนิคหลัก
สิทธิบัตรแสดงให้เห็นว่าระบบมัลติเซนเซอร์ชั้นนำโดยทั่วไปประกอบด้วย:
- เซ็นเซอร์ติดตามด้วยเลเซอร์: ให้ตำแหน่งเชิงพื้นที่ ±0.01 มม.
- เซ็นเซอร์ตรวจสอบสระน้ำหลอมเหลว: จับภาพไดนามิกของสระหลอมเหลวผ่านการสร้างภาพ HDR
- เซ็นเซอร์ตรวจจับอุณหภูมิชิ้นงาน: ตรวจสอบการกระจายสนามความร้อนผ่านอินฟราเรด
3.3 แผนการรวมข้อมูล
ระบบที่พัฒนาโดยแบรนด์ออปโตอิเล็กทรอนิกส์ในประเทศใช้:
- การรับรู้ภาพ: กล้องอุตสาหกรรมที่มีอัตราเฟรมสูง + การฉายแสงที่มีโครงสร้างเพื่อแก้ไขรูปทรงการเชื่อม 3 มิติ (ความแม่นยำ ±0.01 มม.)
- การสแกนด้วยเลเซอร์: เซนเซอร์เลเซอร์เชิงเส้นจับพารามิเตอร์ทางเรขาคณิตของร่อง
- การตรวจจับส่วนโค้ง: แปลงไดนามิกของพูลหลอมเหลวผ่านความผันผวนของกระแส/แรงดันไฟฟ้า เพื่อชดเชยจุดบอดที่มองเห็นได้
3.4 ข้อได้เปรียบด้านประสิทธิภาพ
เมื่อเทียบกับระบบเทคโนโลยีเดียว ระบบหลายเซ็นเซอร์:
- ปรับปรุงความแม่นยำโดยรวมขึ้น 40% และปรับให้เข้ากับสภาพการทำงานที่ซับซ้อน เช่น แสงจ้าส่วนโค้งที่รุนแรง การกระเด็น และควัน
- ลดอัตราความล้มเหลวลง 60%
3.5 กรณีการใช้งานทางอุตสาหกรรมทั่วไป
- การผลิตยานยนต์-
- การเชื่อมแผงวงแหวนประตู: ระบบติดตามด้วยเลเซอร์ Leishuo Optoelectronic มีความแม่นยำ ±0.01 มม. แก้ปัญหาการเปลี่ยนรูปเนื่องจากความร้อนผ่านการชดเชยแบบไดนามิก เพิ่มผลผลิตการเชื่อมจาก 92% เป็น 99.5% และประหยัดต้นทุนการทำงานซ้ำมากกว่า 3 ล้านหยวนต่อปีต่อสายการผลิต
- การเชื่อมแบบตัวขาว: ระบบการมองเห็นด้วยเลเซอร์ลดเวลาวงจรจาก 120 วินาทีเป็น 85 วินาทีต่อชิ้นส่วน และอัตราการกระเด็นลง 75%
- การเชื่อมถาดแบตเตอรี่พลังงานใหม่: อัตราข้อบกพร่องลดลงจาก 5% เหลือต่ำกว่า 1%
- การบินและอวกาศ-
- การเชื่อมส่วนประกอบโลหะผสมไทเทเนียมบรรลุความแม่นยำระดับ 0.01 มม. เอาชนะมลพิษทางแสงจากการเชื่อมด้วยเลเซอร์ หลีกเลี่ยงการเสียรูปเนื่องจากความร้อนซึ่งส่งผลต่อสมรรถนะทางอากาศพลศาสตร์ในการเชื่อมใบพัดกังหันของเครื่องยนต์
- อุปกรณ์พลังงาน-
- การเชื่อมแบบปิดผนึกของท่อส่งพลังงานนิวเคลียร์และการติดตามตะเข็บวงกลมเส้นผ่านศูนย์กลางขนาดใหญ่ของหอกังหันลม แทนที่การทำงานแบบแมนนวลที่มีความเสี่ยงสูง
- โรงไฟฟ้าพลังความร้อนปรับปรุงประสิทธิภาพการบำรุงรักษาข้อผิดพลาดของกังหันไอน้ำขึ้น 50% ผ่านการเก็บข้อมูลแบบซิงโครนัส 32 ช่องทาง
- อุปกรณ์อิเล็กทรอนิกส์ที่มีความแม่นยำ-
- รองรับการเชื่อมขั้วต่อไมโครอิเล็กทรอนิกส์อย่างมีประสิทธิภาพด้วยข้อต่อบัดกรีที่มีขนาดต่ำกว่า 0.5 มม. ช่วยให้มั่นใจได้ถึงความแน่นหนาและไม่มีข้อต่อเย็น
- ในการเชื่อม PCB อัลกอริธึม LAKNN ปรับปรุงความแม่นยำในการลงทะเบียนภาพขึ้น 30% โดยมีความแม่นยำในการเชื่อมที่ ±0.01 มม.
IV. การวิเคราะห์ต้นทุนของเทคโนโลยีการตรวจจับสระเชื่อมล่าสุด
1. ภาพรวมของต้นทุนเทคโนโลยีการตรวจจับกระแสหลัก
ตามข้อมูลตลาดล่าสุด ค่าใช้จ่ายของเทคโนโลยีการตรวจจับสระเชื่อมจะแตกต่างกันอย่างมากตามประเภท ข้อกำหนดด้านความแม่นยำ และสถานการณ์การใช้งาน ช่วงราคาสำหรับเทคโนโลยีที่สำคัญมีดังนี้:
| ประเภทเทคโนโลยี | ช่วงราคา (10,000 หยวน) | การกำหนดค่าทั่วไป | สถานการณ์ที่เกี่ยวข้อง |
|---|---|---|---|
| การถ่ายภาพ HDR อุตสาหกรรม | 28.5–90 | ระบบกัลวาโนมิเตอร์ความเร็วสูง 500Hz, เซ็นเซอร์สเปกตรัม 8 แชนเนล | ผลิตยานยนต์ เชื่อมอุตสาหกรรมทั่วไป |
| ระบบติดตามด้วยเลเซอร์ 3 มิติ | 5–100 | ความแม่นยำ ±0.05 มม. รองรับการทำงานร่วมกันหลายหุ่นยนต์ | การเชื่อมแหวนประตูรถยนต์, การบินและอวกาศ |
| การถ่ายภาพความร้อนอินฟราเรด | 3–50 | การวัดอุณหภูมิช่วงกว้าง 450°C, ปรับได้ 30–80kHz | ท่อพลังงานเชื่อมแผ่นหนา |
| ฟิวชั่นหลายเซ็นเซอร์ | 10–286 | รวมเลเซอร์ + การมองเห็น + การตรวจจับส่วนโค้ง | การผลิตที่แม่นยำ การเชื่อมรูปทรงพิเศษ |
| ระบบตรวจจับเอไอ | 20–200+ | ชิป AI แบบฝัง (เช่น Jetson) รุ่น ResNet-50 | สายการผลิตอัตโนมัติที่มีความแม่นยำสูง |
หมายเหตุ: โดยทั่วไปอุปกรณ์นำเข้าจะมีราคาแพงกว่าแบรนด์ในประเทศถึง 1.5–3 เท่า อุปกรณ์เกรดการบินและอวกาศมีราคา 2-5 เท่าของเกรดอุตสาหกรรม
2. ความคุ้มค่าในการใช้งานทางอุตสาหกรรม
(1) การผลิตยานยนต์
- การลงทุนเริ่มแรก-
- เส้นเชื่อมวงแหวนประตู: ~80–150 ล้านหยวน (รวมถึงการติดตาม 3 มิติ + การตรวจสอบคุณภาพ AI)
- การตรวจจับถาดแบตเตอรี่: 50–100 ล้านหยวน (ระบบการมองเห็นด้วยเลเซอร์)
- ประโยชน์-
- รอบการตรวจจับสั้นลงจาก 45 วินาทีเป็น 8 วินาที
- ประหยัดต้นทุนการทำงานซ้ำประจำปีเกิน 3 ล้านหยวน
- อัตราข้อบกพร่องลดลงจาก 1.8% เป็น 0.05%
(2) การบินและอวกาศ
- ค่าอุปกรณ์: ระบบตรวจจับโลหะผสมไทเทเนียม ~200–500 ล้านหยวน
- ลักษณะการบำรุงรักษา-
- ค่าบำรุงรักษารายปีคิดเป็น 12–18% ของมูลค่าอุปกรณ์ รวมถึงการปรับสภาพแวดล้อมสุญญากาศ
- ระบบบำรุงรักษาแบบคาดการณ์ล่วงหน้าช่วยลดเวลาหยุดทำงานโดยไม่ได้วางแผนได้ถึง 30%
(3) ท่อส่งพลังงาน
- วิธีแก้ปัญหาทั่วไป: 50–80 ล้านหยวน (ระบบพิเศษสำหรับท่อส่งทางไกล)
- ข้อได้เปรียบด้านต้นทุน: ปรับให้เข้ากับการเปลี่ยนแปลงเส้นผ่านศูนย์กลางของท่อ ช่วยลดชั่วโมงการทำงานของการตรวจจับแบบแมนนวลลง 70%
3. การควบคุมต้นทุนและการพัฒนาเทคโนโลยี
- การทดแทนภายในประเทศ: แบรนด์ในประเทศมีราคาถูกกว่าแบรนด์นำเข้าถึง 30–50% โดยมีข้อได้เปรียบด้านต้นทุนที่โดดเด่น
- การลดต้นทุนด้านเทคโนโลยี-
- การบีบอัดโมเดล AI ช่วยลดความต้องการฮาร์ดแวร์ลง 40%
- รูปแบบฟิวชั่นหลายสเปกตรัมลดจำนวนเซ็นเซอร์
- การเพิ่มประสิทธิภาพการบำรุงรักษา-
- การวินิจฉัยระยะไกลช่วยลดต้นทุนการบริการถึงสถานที่ลง 50%
- การออกแบบแบบโมดูลาร์ช่วยลดต้นทุนอะไหล่ได้ 35%
V. ความท้าทายทางเทคนิคและแนวโน้มการพัฒนาของการตรวจจับพูลเชื่อมฟิวชันแบบหลายเซ็นเซอร์
1. ความท้าทายทางเทคนิคที่สำคัญ
- การรบกวนสิ่งแวดล้อม: แสงจ้าส่วนโค้งที่รุนแรง โปรยลงมา และควันทำให้สัญญาณเซ็นเซอร์ลดทอนลง วิธีแก้ไข: การถ่ายภาพแบบหลายสเปกตรัมเพื่อกำจัดการรบกวนส่วนโค้ง
- การซิงโครไนซ์ข้อมูล: Sampling frequency differences between sensors cause timing misalignment. Progress: EtherCAT-based synchronous systems with synchronization error <1µs.
- ข้อกำหนดแบบเรียลไทม์: ไดนามิกของพูลหลอมเหลวอย่างรวดเร็วต้องการการตอบสนองระดับมิลลิวินาที ความก้าวหน้า: การใช้งานการประมวลผล Edge ช่วยลดเวลาแฝงในการประมวลผลลงภายใน 5 มิลลิวินาที
- การสอบเทียบเซ็นเซอร์: ความแม่นยำในการลงทะเบียนเชิงพื้นที่ส่งผลต่อประสิทธิภาพการหลอมรวม นวัตกรรม: อัลกอริธึมการสอบเทียบด้วยตนเองแบบออนไลน์ช่วยขยายรอบการบำรุงรักษาได้ 3 เท่า
2. แนวโน้มทางเทคนิคล่าสุด
- เทคโนโลยีดิจิตอลทวิน: การสร้างฝาแฝดดิจิทัลของพูลหลอมเหลวแบบเรียลไทม์เพื่อจำลองและทำนายพฤติกรรมของพูล นำไปใช้โดยองค์กรการบินและอวกาศ โดยช่วยลดระยะเวลาวงจรการเพิ่มประสิทธิภาพกระบวนการเชื่อมลงได้ 40%
- ฟิวชั่นที่ปรับปรุงด้วย AI: Transfer learning rapidly adapts to new equipment types, compressing self-learning cycles from 72 hours to 3 hours. Defect interception rate reaches 98%, with automatic parameter adjustment response time <100ms.
- เทคโนโลยีป้องกันการรบกวน: สวิตช์ควบคุมด้วยแม่เหล็กอิเล็กทรอนิกส์ที่ได้รับการจดสิทธิบัตร ต้านทานการรบกวนจากแม่เหล็กเชื่อมที่รุนแรงเพื่อหลีกเลี่ยงการตัดสินที่ผิดพลาด การได้มาแบบซิงโครนัสหลายช่องสัญญาณรวมกับการกรองแบบปรับได้ช่วยเพิ่มอัตราส่วนสัญญาณต่อเสียงรบกวนได้ 15dB
- การย่อขนาดและการบูรณาการ: เทคโนโลยี MEMS ลดขนาดเซ็นเซอร์ลง 50% และการใช้พลังงานลง 30% เซ็นเซอร์รวมแรงดันอุณหภูมิมีขนาดเล็กลงและเบากว่า ซึ่งตรงตามข้อกำหนดด้านน้ำหนักเบาของยานยนต์
3. ทิศทางการพัฒนาในอนาคต
- การเชื่อมระยะไกล 5G: การสื่อสารที่มีความหน่วงต่ำช่วยให้วิศวกรสามารถตรวจสอบระยะไกลได้
- เทคโนโลยีการตรวจจับควอนตัม: อุปกรณ์ตรวจสอบรุ่นใหม่ที่มีความละเอียด 0.1 ไมครอนอยู่ระหว่างการพัฒนา
- เทคโนโลยีการตรวจจับสีเขียว: เซ็นเซอร์พลังงานต่ำและการใช้งานวัสดุที่ยั่งยืน
วี. สรุปเทคโนโลยีการตรวจสอบสระหลอมเหลวการเชื่อม
ด้วยการบูรณาการอย่างลึกซึ้งของเทคโนโลยี AI และมัลติเซ็นเซอร์ การตรวจจับรอยเชื่อมกำลังเปลี่ยนจากการตัดสินเชิงประจักษ์ไปสู่การตัดสินใจที่ขับเคลื่อนด้วยข้อมูล
เทคโนโลยีฟิวชันหลายเซนเซอร์ช่วยเพิ่มความแม่นยำและความน่าเชื่อถือของการตรวจจับพูลหลอมเหลวได้อย่างมาก โดยการบูรณาการข้อมูลภาพ เลเซอร์ อินฟราเรด เสียง และข้อมูลหลายแหล่งอื่นๆ โซลูชันกระแสหลักในปัจจุบันใช้การผสมผสานระดับฟีเจอร์รวมกับอัลกอริธึมการเรียนรู้เชิงลึก เพื่อให้ได้ผลลัพธ์ที่น่าทึ่งในด้านยานยนต์ การบินและอวกาศ และสาขาอื่นๆ อย่างไรก็ตาม ความท้าทาย เช่น การรบกวนด้านสิ่งแวดล้อมและการซิงโครไนซ์ข้อมูล จำเป็นต้องมีการพัฒนาอย่างต่อเนื่อง
แนวโน้มในอนาคตจะมุ่งเน้นไปที่ 3 ทิศทาง:
- การบูรณาการเชิงลึกของเทคโนโลยีการจำลองแบบดิจิตอลคู่และเรียลไทม์
- การประมวลผลอัจฉริยะเฉพาะที่เสริมพลังด้วยชิป Edge AI
- การบูรณาการที่สูงขึ้นด้วยเซ็นเซอร์ MEMS ใหม่
ขับเคลื่อนโดยอุตสาหกรรม 4.0 ระบบฟิวชันหลายเซ็นเซอร์คาดว่าจะบรรลุการควบคุมคุณภาพการเชื่อมอย่างอิสระเต็มรูปแบบระหว่างปี 2568 ถึง 2573 ซึ่งจะช่วยขับเคลื่อนการผลิตอัจฉริยะไปสู่อีกระดับหนึ่ง
ทิ้งคำตอบไว้