
Новейшая технология мониторинга сварочной ванны
Технология мониторинга сварки обнаруживает дефекты и аномалии во время сварки путем измерения в реальном времени таких параметров, как ток, напряжение, температура и поток воздуха. Контролируя эти параметры, можно определить форму сварочной дуги, стабильность дуги, глубину плавления материала и другие условия, тем самым добиться контроля качества сварки.
В настоящее время распространенные технологии контроля сварки включают лазерную спектроскопию, технологию инфракрасного излучения, технологию неразрушающего контроля электромагнитными волнами и технологию акустического обнаружения. Среди них лазерная спектроскопия — это метод обнаружения, основанный на атомно-эмиссионной спектроскопии или молекулярно-абсорбционной спектроскопии, который в основном используется для онлайн-обнаружения легирующих элементов и примесных элементов во время сварки. Технология инфракрасного излучения использует линейную зависимость между интенсивностью инфракрасного излучения, испускаемого веществом, находящимся в тепловом равновесии, и температурой, чтобы осуществлять мониторинг и контроль температурного поля во время сварки в режиме реального времени. Технология неразрушающего контроля электромагнитными волнами в основном обнаруживает такие дефекты, как неполное проплавление и трещины из хастеллоя в свариваемых металлах, путем наблюдения за характеристиками распространения и аномалиями электромагнитных волн. Технология акустического обнаружения выявляет дефекты сварки, такие как пористость, путем анализа акустических сигналов, генерируемых во время сварки.
I. Текущая разработка методов измерения ванны расплава
1. Концепции визуального и акустического зондирования.
Короче говоря, визуальное зондирование — это технология электронного изображения, применяемая в производственном оборудовании для управления технологическими процессами, механического контроля, контроля качества и других целей. Датчики технического зрения (устройства захвата изображения, разделенные на типы CMOS и CCD) захватывают изображения и передают их в блок обработки. Благодаря цифровой обработке система оценивает размеры, формы и цвета на основе распределения пикселей, яркости, цвета и другой информации, а затем соответствующим образом управляет действиями оборудования на месте.
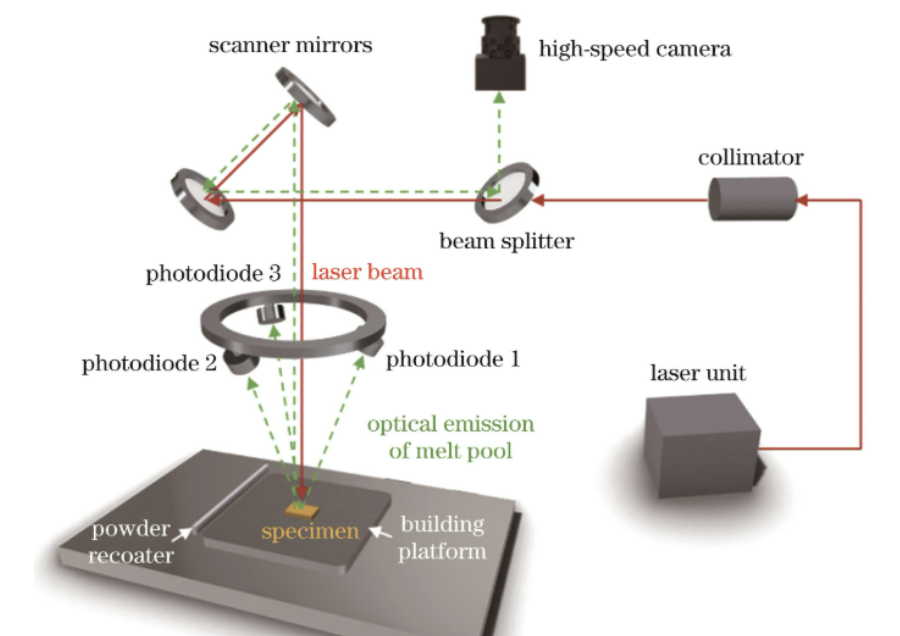
Автоматизация и интеллектуальный процесс сварки представляют собой будущее направление развития сварочных технологий. Однако сварка представляет собой сложный физико-химический процесс, включающий совокупное воздействие электричества, света, тепла, силы и других факторов. Сварочная дуга представляет собой сильносвязанный, нелинейный, изменяющийся во времени объект управления с множеством входов и выходов и многочисленными мешающими факторами, что делает ее сложной задачей. Чтобы решить эту проблему, технические специалисты разработали различные датчики дуги — оптические, акустические, механические, датчики напряжения дуги и т. д. — для контроля процесса сварки.
Акустические датчики изготовлены из материалов на основе кристаллов напряжения. При определенных условиях частота звука, излучаемого при горении дуги, однозначно соответствует объему расплавленной ванны. Путем определения частоты звука можно косвенно отразить характерные параметры ванны расплава. Они в основном применяются для измерения проплавления, обнаружения дефектов сварных швов и отслеживания швов при плазменной и лазерной сварке. Датчики дуги полагаются на собственные характеристики дуги, такие как ток и напряжение, и в настоящее время используются в основном для отслеживания шва и контроля наплавки.
2. Технология визуального восприятия информации
Роботизированное восприятие визуальной информации включает в себя три компонента: видеодатчики, источники света и аппаратное/программное обеспечение для обработки визуальной информации. При дуговой сварке возникают сильные помехи, такие как блики дуги, брызги и дым, что делает выбор методов визуального контроля критически важным. В роботах для дуговой сварки методы зрения подразделяются на пассивное и активное зрение в зависимости от источника освещения.
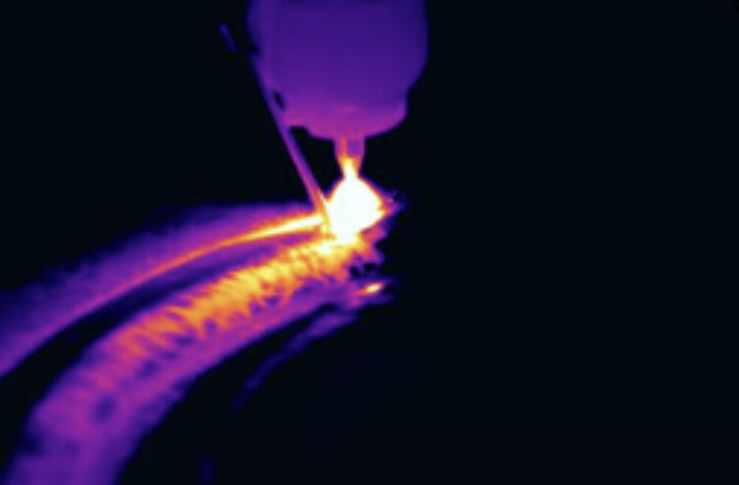
Пассивное зрение использует систему, состоящую из дуговых или обычных источников света и камер. Его особенностью является фильтрация большей части бликов дуги с помощью соответствующей оптической системы для получения четких, реалистичных изображений зоны расплавленной ванны.
Активное зрение обычно относится к системе зрительного восприятия, состоящей из структурированных источников света и камер. Он использует источники света с определенной длиной волны, отличающейся от дуги, что позволяет оптическому датчику принимать свет только этой длины волны, одновременно фильтруя блики дуги.
3. Процесс обработки изображений
При контроле отслеживания шва с использованием технологии визуального распознавания точечный источник света, излучаемый лазерным диодом, преобразуется в линейный источник света через цилиндрическую линзу и проецируется на поверхность заготовки. Когда лазерный луч излучается вертикально, а ПЗС-матрица принимает наклонно, одновременно получается двумерная информация о поверхности заготовки и направлении высоты.
После получения отраженного света ПЗС-матрица отправляет видеосигнал на карту получения изображения, которая преобразует его в 8-битный цифровой сигнал посредством аналого-цифрового преобразования и передает его в память компьютера через шину PCI посредством передачи прерываний. Затем программы обработки изображений выполняют предварительную обработку (фильтрацию, улучшение и т. д.) и постобработку (извлечение осевой линии сварного шва, обнаружение характерных сигнальных точек) для получения сигналов отклонения. Алгоритмы управления генерируют управляющие сигналы, а приводы приводят в движение серводвигатели переменного тока вверх, вниз, влево и вправо для коррекции отклонений в реальном времени.
II. Введение в технологии мониторинга ванны расплава
Мониторинг ванны расплава является ключевой технологией для обеспечения качества процессов в лазерном аддитивном производстве, лазерной наплавке, сварке и других применениях. Общие типы и принципы следующие:
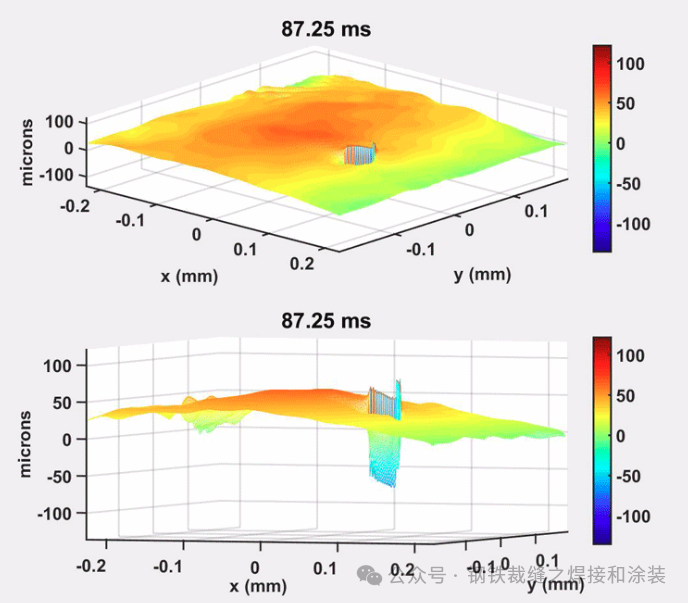
- Мониторинг изображений на основе зрения: промышленные камеры (CCD, CMOS) фиксируют изображения ванны расплава, а алгоритмы обработки изображений извлекают морфологические характеристики, такие как площадь, длина, ширина и контур. Камеры могут быть установлены коаксиально с обрабатывающей головкой, чтобы удерживать ванну расплава и камеру относительно неподвижными, что снижает требования к коррекции изображения. Этот метод интуитивно отражает макроскопические морфологические изменения ванны расплава и обеспечивает основу для настройки параметров, но на него влияют яркость ванны расплава, брызги и интерференция плазмы; точность и надежность алгоритмов обработки изображений имеют решающее значение.
- Мониторинг температурного поля: Оборудование для бесконтактного измерения температуры, такое как инфракрасные камеры или пирометры, собирает данные о распределении температуры ванны расплава. Инфракрасные камеры получают тепловые изображения и рассчитывают температурные поля с помощью алгоритмов тепловидения; пирометры определяют температуру путем измерения оптических сигналов определенной длины волны, излучаемых расплавленной ванной. Мониторинг температурного поля отражает тепловое состояние ванны расплава, помогая выявить такие аномалии, как нестабильность, локальный перегрев или слишком быстрое охлаждение, и имеет жизненно важное значение для контроля затвердевания и снижения остаточных напряжений и дефектов.
- Мониторинг на основе спектроскопии: Спектрометры собирают спектральные сигналы плазмы расплавленной ванны. Анализ интенсивности характерных линий и относительных отношений интенсивностей дает данные о составе материала, содержании элементов, температуре плазмы, плотности электронов и другую информацию. Этот метод отражает металлургический процесс ванны расплава с микроскопической точки зрения и помогает обнаружить потенциальные дефекты, вызванные аномальным составом материала, но требует высокоточных спектрометров и сильного подавления воздействия окружающей среды.
- Акустический мониторинг: включает акустическую эмиссию (AE) и лазерную ультразвуковую обработку (LU). AE улавливает сигналы образования дефектов, такие как распространение трещин и пористость, определяя тип и местоположение дефекта посредством анализа сигналов. LU использует индуцированные лазером ультразвуковые волны для получения информации о внутренней ванне расплава путем определения характеристик распространения волн, предлагая преимущества бесконтактной устойчивости к высоким температурам, но требуя точных лазерных параметров и систем обнаружения.
Различные технологии имеют свои сильные и слабые стороны и часто выбираются или комбинируются в зависимости от технологических требований, требований к точности и условий окружающей среды.

III. Новейшие технологии мониторинга сварочной ванны
Мониторинг сварочной ванны является основной частью контроля качества сварки. Благодаря Индустрии 4.0 и интеллектуальному производству в последние годы в этой области появилось множество прорывных технологий. В этом разделе систематически представлены последние достижения в области мониторинга сварочной ванны, включая основные методы обнаружения, приложения искусственного интеллекта, технологию многосенсорной сварки и примеры промышленного применения.
1. Статус развития основных технологий обнаружения
1.1 Технология оптической визуализации
Оптическая визуализация является основной технологией мониторинга ванны расплава, последние достижения которой включают:
- Изображение с высоким динамическим диапазоном (HDR): Промышленные камеры с высокой частотой кадров 240 Гц в сочетании с технологией мультиэкспозиции четко фиксируют поток расплавленной ванны при ярком освещении дугой до 10⁵ люкс.
- Лазерная триангуляция: Достигает точности ±0,01 мм за счет проецирования лазерных полос и приема сигнала от датчика CMOS, что становится основным решением в автомобильном производстве.
- Оптическая когерентная томография (ОКТ): Неинвазивный метод визуализации с высоким разрешением для мониторинга проникновения расплавленной ванны в режиме реального времени, особенно подходит для точной сварки в аэрокосмической отрасли.
1.2 Технология акустического мониторинга
Акустический мониторинг предлагает уникальные преимущества в определенных сценариях:
- Ультразвуковой мониторинг: Применяется для сварки толстых листов, обнаруживает внутренние дефекты с погрешностью измерения высоты дефекта, контролируемой в пределах 1 мм.
- Анализ акустического сигнала дуги: Judges molten pool status via characteristic acoustic signals in the 20–20,000Hz frequency band with response time <5ms, ideal for deep penetration welding.
1.3 Технология инфракрасного тепловидения
Современные системы инфракрасного мониторинга фиксируют в режиме реального времени распределение температурного поля ванн расплава при температуре 800–1500°C. В сочетании с алгоритмами искусственного интеллекта они обеспечивают компенсацию термической деформации, отслеживание многослойной многопроходной сварки и выявление дефектов, таких как неполное проваривание и подрез.
2. Инновационное применение искусственного интеллекта для обнаружения ванн расплава.
2.1 Показатели производительности модели ИИ
- Уровень ошибочных оценок: Усовершенствованные модели CNN снижают процент промахов при обнаружении дефектов неполного провара при сварке алюминиевых сплавов с 8% до 0,3%.
- Время ответа: Embedded AI chips (e.g., NVIDIA Jetson) achieve millisecond-level detection, with some systems responding in <10ms.
- Адаптивное обучение: Промышленная система больших моделей Huagong Tech обеспечивает более 98% точности распознавания сварных швов специальной формы благодаря предварительно обученной библиотеке типов канавок.
2.2 Типичные прикладные решения ИИ
- Обнаружение дефектов глубокого обучения: на основе архитектуры YOLOv7 одновременно идентифицирует 6 распространенных дефектов, включая пористость, шлаковые включения и непровар, с точностью, превышающей 99,5%.
- Системы цифровых двойников: Создавайте цифровые модели ванны расплава на основе данных в реальном времени, чтобы прогнозировать качество сварки и оптимизировать параметры процесса.
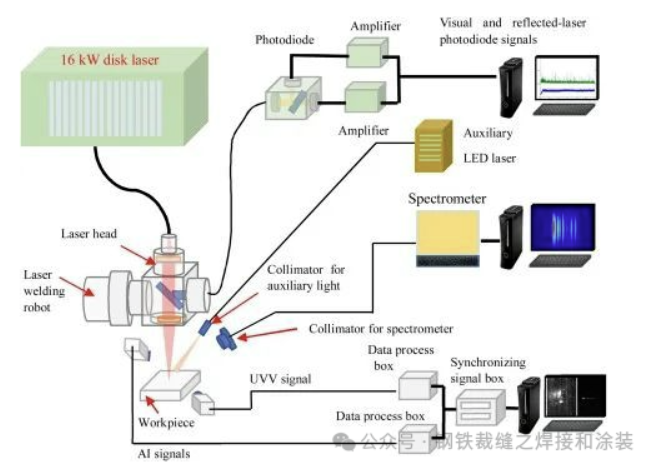
- Мультимодальное объединение данных: объединяет визуальные, инфракрасные и акустические данные с фильтрацией Калмана для повышения надежности мониторинга.
3. Прорыв в технологии мультисенсорного синтеза
Мультисенсорная сварка стала основной технологией современной автоматизации сварки, значительно повышая точность, стабильность и надежность обнаружения ванны расплава за счет интеграции данных от различных датчиков.
3.1 Типичные алгоритмы слияния
- Фильтрация Калмана: Fuses time-series data from multiple sensors to effectively reduce noise interference; enables real-time correction of torch posture in seam tracking with response delay <2ms.
- Глубокое обучение: Предварительно обученные библиотеки типов канавок с помощью сверточных нейронных сетей повышают уровень распознавания V-образных, U-образных и других сварных швов специальной формы до более чем 98%. Алгоритмы распознавания дефектов искусственного интеллекта анализируют 12 параметров, включая ширину ванны расплава, армирование и шлаковые включения, в режиме реального времени.
- Нечеткое ПИД-регулирование: Динамически регулирует скорость сварки и смещение в сочетании с моделью кинематики горелки; примененный в автомобильной сварочной мастерской, он улучшил стабильность прочности кузова на 30%.
- Слияние вейвлет-преобразований: разрабатывает правила объединения для низкочастотных и высокочастотных поддиапазонов изображений ванны расплава для улучшения информации о краях.
3.2 Основная техническая архитектура
Патенты показывают, что ведущие мультисенсорные системы обычно включают в себя:
- Лазерный датчик слежения: Обеспечивает пространственное позиционирование ±0,01 мм.
- Датчик контроля ванны расплава: фиксирует динамику расплавленной ванны с помощью HDR-изображений.
- Датчик определения температуры заготовки: контролирует распределение теплового поля через инфракрасный порт.
3.3 Схемы объединения данных
Система, разработанная отечественным оптоэлектронным брендом, принимает на вооружение:
- Визуальное зондирование: Промышленные камеры с высокой частотой кадров + структурированная световая проекция для четкого изображения 3D-контуров сварных швов (точность ±0,01 мм).
- Лазерное сканирование: Линейные лазерные датчики фиксируют геометрические параметры канавок.
- Обнаружение дуги: Инвертирует динамику ванны расплава за счет колебаний тока/напряжения, чтобы компенсировать визуальные слепые зоны.
3.4 Преимущества производительности
По сравнению с однотехнологическими системами мультисенсорные системы:
- Повысьте общую точность на 40 % и адаптируйтесь к сложным условиям работы, таким как сильные блики дуги, брызги и дым.
- Снизить процент отказов на 60%.
3.5 Типичные случаи промышленного применения
- Автомобильное производство:
- Сварка дверных панелей: оптоэлектронная лазерная система слежения Leishuo обеспечивает точность ±0,01 мм, устраняет тепловую деформацию за счет динамической компенсации, повышает производительность сварки с 92% до 99,5% и ежегодно экономит более 3 миллионов юаней на затратах на доработку на каждой производственной линии.
- Сварка «кузов-в-белом»: системы лазерного видения сокращают время цикла со 120 до 85 с на деталь, а уровень разбрызгивания снижается на 75%.
- Сварка аккумуляторных лотков с использованием новой энергии: процент дефектов снижен с 5% до менее 1%.
- Аэрокосмическая промышленность:
- Сварка компонентов из титанового сплава обеспечивает точность на уровне 0,01 мм, что позволяет избежать светового загрязнения при лазерной сварке; предотвращает термическую деформацию, влияющую на аэродинамические характеристики при сварке лопаток турбины двигателя.
- Энергетическое оборудование:
- Герметичная сварка трубопроводов атомной энергетики и отслеживание круговых швов большого диаметра башен ветряных турбин заменяют ручные операции высокого риска.
- Тепловая электростанция повысила эффективность устранения неисправностей паровой турбины на 50 % за счет 32-канального синхронного сбора данных.
- Прецизионная электроника:
- Поддерживает эффективную сварку микроэлектронных разъемов с паяными соединениями менее 0,5 мм, обеспечивая воздухонепроницаемость и отсутствие холодных соединений.
- При сварке печатных плат алгоритм LAKNN повышает точность регистрации изображения на 30 %, обеспечивая точность сварки ±0,01 мм.
IV. Анализ затрат на новейшие технологии обнаружения сварочной ванны
1. Обзор затрат на основные технологии обнаружения
Согласно последним рыночным данным, стоимость технологий обнаружения сварочной ванны существенно различается в зависимости от типа, требований к точности и сценариев применения. Диапазон цен на основные технологии следующий:
| Тип технологии | Ценовой диапазон (10 000 юаней) | Типичная конфигурация | Применимые сценарии |
|---|---|---|---|
| Промышленная HDR-съёмка | 28,5–90 | Высокоскоростная гальванометрическая система 500 Гц, 8-канальный спектральный датчик | Автомобилестроение, общепромышленная сварка |
| 3D-лазерная система слежения | 5–100 | Точность ±0,05 мм, поддержка совместной работы нескольких роботов | Сварка автомобильных дверных колец, аэрокосмическая промышленность |
| Инфракрасное тепловидение | 3–50 | Измерение температуры в широком диапазоне 450°C, регулируемая частота 30–80 кГц | Энергопроводы, толстолистовая сварка |
| Мультисенсорный синтез | 10–286 | Комбинированный лазер + зрение + зондирование дуги | Точное производство, сварные швы специальной формы. |
| Система обнаружения ИИ | 20–200+ | Встроенный чип искусственного интеллекта (например, Jetson), модель ResNet-50. | Высокоточные автоматизированные производственные линии |
Примечание. Импортное оборудование обычно в 1,5–3 раза дороже отечественного; оборудование аэрокосмического класса стоит в 2–5 раз дороже промышленного.
2. Экономическая эффективность в промышленном применении.
(1) Автомобильное производство
- Первоначальные инвестиции:
- Линия сварки дверных колец: ~ 80–150 миллионов юаней (включая 3D-отслеживание + проверку качества с помощью искусственного интеллекта).
- Обнаружение батарейного отсека: 50–100 миллионов юаней (система лазерного зрения).
- Преимущества:
- Цикл обнаружения сокращен с 45 до 8 с.
- Ежегодная экономия на переделке превышает 3 миллиона юаней.
- Процент брака снизился с 1,8% до 0,05%.
(2) Аэрокосмическая промышленность
- Стоимость оборудования: Системы обнаружения титановых сплавов ~ 200–500 миллионов юаней.
- Характеристики обслуживания:
- Ежегодные затраты на техническое обслуживание составляют 12–18% стоимости оборудования, включая адаптацию к вакуумной среде.
- Системы прогнозного обслуживания сокращают время незапланированных простоев на 30%.
(3) Энергетические трубопроводы
- Типовое решение: 50–80 миллионов юаней (специальная система для магистральных трубопроводов).
- Ценовые преимущества: Адаптируется к изменениям диаметра трубы, сокращая время работы на ручное обнаружение на 70%.
3. Контроль затрат и технологическое развитие
- Внутренняя замена: отечественные бренды на 30–50% дешевле импортных аналогов, имеют заметные преимущества по соотношению цена-качество.
- Снижение стоимости технологий:
- Сжатие моделей искусственного интеллекта снижает требования к оборудованию на 40%.
- Схемы мультиспектрального слияния сокращают количество датчиков.
- Оптимизация обслуживания:
- Дистанционная диагностика сокращает затраты на обслуживание на месте на 50%.
- Модульная конструкция снижает затраты на запасные части на 35%.
V. Технические проблемы и тенденции развития мультисенсорного обнаружения сварочной ванны
1. Основные технические проблемы
- Вмешательство в окружающую среду: Сильные блики дуги, брызги и дым приводят к ослаблению сигнала датчика. Решение: Мультиспектральная визуализация для устранения помех дуги.
- Синхронизация данных: Sampling frequency differences between sensors cause timing misalignment. Progress: EtherCAT-based synchronous systems with synchronization error <1µs.
- Требования в режиме реального времени: Быстрая динамика ванны расплава требует реакции на уровне миллисекунд. Прорыв: развертывание периферийных вычислений сокращает задержку обработки до 5 мс.
- Калибровка датчика: точность пространственной регистрации влияет на производительность сварки. Инновации: алгоритмы онлайн-самокалибровки увеличивают циклы обслуживания в 3 раза.
2. Последние технические тенденции
- Технология цифровых двойников: создание цифровых двойников ванны расплава в реальном времени для моделирования и прогнозирования поведения ванны. Применение его на аэрокосмическом предприятии позволило сократить цикл оптимизации процесса сварки на 40%.
- Слияние, улучшенное искусственным интеллектом: Transfer learning rapidly adapts to new equipment types, compressing self-learning cycles from 72 hours to 3 hours. Defect interception rate reaches 98%, with automatic parameter adjustment response time <100ms.
- Технология защиты от помех: Запатентованные электронные переключатели с магнитным управлением устойчивы к сильным магнитным помехам при сварке, что позволяет избежать ошибочных оценок. Многоканальный синхронный сбор данных в сочетании с адаптивной фильтрацией улучшает соотношение сигнал/шум на 15 дБ.
- Миниатюризация и интеграция: Технология MEMS уменьшает размер датчика на 50 % и энергопотребление на 30 %. Встроенные датчики температуры и давления меньше и легче, что соответствует требованиям легкости автомобилей.
3. Направления будущего развития
- Дистанционная сварка 5G: Связь с малой задержкой позволяет инженеру осуществлять удаленный мониторинг.
- Технология квантового зондирования: В стадии разработки находится оборудование для мониторинга следующего поколения с разрешением 0,1 микрона.
- Технология обнаружения зеленого цвета: Датчики малой мощности и применение экологически чистых материалов.
VI. Краткое изложение технологии мониторинга ванны сварочного расплава
Благодаря глубокой интеграции искусственного интеллекта и мультисенсорных технологий обнаружение сварочной ванны переходит от эмпирических оценок к принятию решений на основе данных.
Технология мультисенсорной сварки значительно повышает точность и надежность обнаружения ванны расплава за счет интеграции визуальной, лазерной, инфракрасной, акустической и другой информации из нескольких источников. В современных основных решениях используется объединение функций на уровне функций в сочетании с алгоритмами глубокого обучения, что позволяет достичь замечательных результатов в автомобильной, аэрокосмической и других областях. Однако такие проблемы, как вмешательство окружающей среды и синхронизация данных, требуют постоянных прорывов.
Будущие тенденции будут сосредоточены на трех направлениях:
- Глубокая интеграция цифровых двойников и технологий моделирования в реальном времени;
- Локализованная интеллектуальная обработка на базе периферийных чипов искусственного интеллекта;
- Более высокая интеграция, обеспечиваемая новыми датчиками MEMS.
Ожидается, что благодаря Индустрии 4.0 мультисенсорные системы сварки достигнут полной автономии в контроле качества сварки в период с 2025 по 2030 год, что поднимет интеллектуальное производство на новую высоту.
Оставить ответ