
최신 용접 풀 모니터링 기술
용접 모니터링 기술은 전류, 전압, 온도, 공기 흐름 등의 매개 변수를 실시간으로 측정하여 용접 중 결함 및 이상 현상을 감지합니다. 이러한 매개변수를 모니터링함으로써 용접 아크의 모양, 아크 안정성, 재료 용융 깊이 및 기타 조건을 결정할 수 있으며 이를 통해 용접 품질을 제어할 수 있습니다.
현재 일반적인 용접 모니터링 기술에는 레이저 분광학, 적외선 복사 기술, 전자파 비파괴 테스트 기술 및 음향 감지 기술이 포함됩니다. 그 중 레이저분광법은 원자방출분광법이나 분자흡수분광법을 기반으로 한 검출기술로 주로 용접 시 합금원소와 불순물 원소의 온라인 검출에 사용된다. 적외선 복사 기술은 열 평형 상태에서 물질이 방출하는 적외선 복사 강도와 온도 사이의 선형 관계를 활용하여 용접 중 온도 장의 실시간 모니터링 및 제어를 실현합니다. 전자파 비파괴 검사 기술은 주로 전자파의 전파 특성과 이상 현상을 관찰하여 용접 금속의 침투 불량, 하스텔로이 균열 등의 결함을 검출하는 기술입니다. 음향검출 기술은 용접 시 발생하는 음향신호를 분석하여 기공 등의 용접결함을 식별하는 기술입니다.
I. 용융 풀 감지 방법의 현재 개발
1. 시각 및 청각 감지의 개념
간단히 말해서 시각적 감지는 공정 제어, 기계 제어, 품질 제어 및 기타 목적을 위해 생산 장비에 적용되는 전자 이미징 기술입니다. 비전 센서(이미지 캡처 장치, CMOS 및 CCD 유형으로 구분)는 이미지를 캡처하여 처리 장치로 전송합니다. 디지털 처리를 통해 픽셀 분포, 밝기, 색상 등의 정보를 바탕으로 치수, 모양, 색상을 판단하고 이에 따라 현장 장비 동작을 제어합니다.
용접 공정의 자동화와 지능화는 용접 기술의 미래 발전 방향을 나타냅니다. 그러나 용접은 전기, 빛, 열, 힘 및 기타 요인이 결합된 복잡한 물리화학적 과정입니다. 용접 아크는 수많은 간섭 요인이 있는 다중 입력, 다중 출력, 강력하게 결합된 비선형 시변 제어 개체이므로 어려운 작업입니다. 이 문제를 해결하기 위해 기술자들은 용접 공정을 모니터링하기 위해 광학, 음향, 기계, 아크 전압 등 다양한 아크 센서를 개발했습니다.
음향 센서는 전압 결정 재료로 만들어집니다. 특정 조건에서 아크 연소 중에 방출되는 소리 주파수는 용융 풀 볼륨과 일대일로 일치합니다. 소리 주파수를 감지함으로써 용융 풀의 특성 매개변수를 간접적으로 반영할 수 있습니다. 이는 주로 플라즈마 키홀 용접 및 레이저 용접의 침투 감지, 용접 결함 감지 및 심 추적에 적용됩니다. 아크 센서는 전류 및 전압과 같은 아크의 고유 특성에 의존하며 현재 주로 심 추적 및 증착 제어에 사용됩니다.
2. 시각정보 센싱 기술
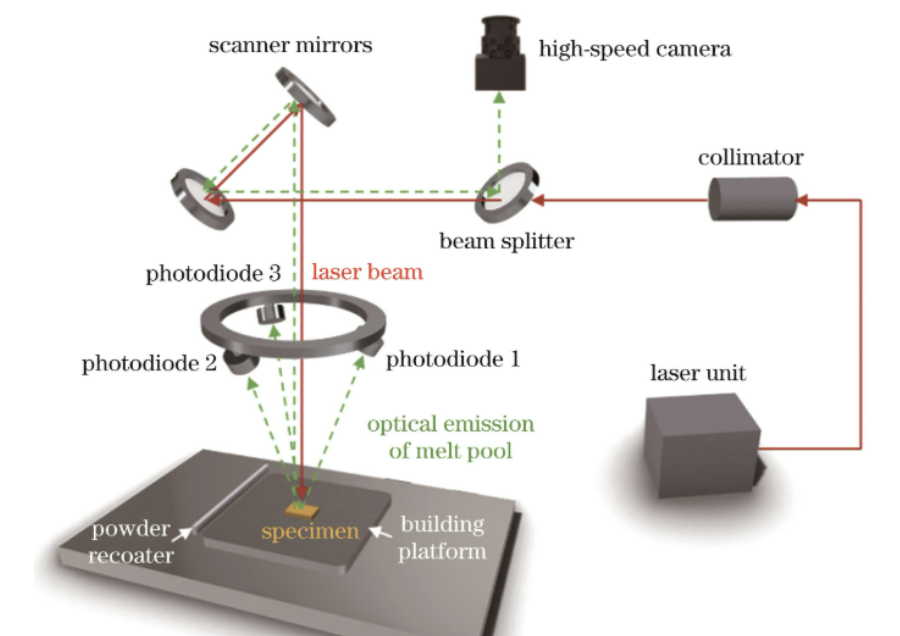
로봇의 시각정보 센싱에는 비전 센서, 광원, 시각정보 처리를 위한 하드웨어/소프트웨어라는 세 가지 구성요소가 포함됩니다. 아크 용접에서는 아크 눈부심, 스패터, 연기 등 강한 간섭이 존재하므로 시각적 감지 방법 선택이 중요합니다. 아크 용접 로봇에서 비전 방법은 조명 소스에 따라 수동 비전과 능동 비전으로 분류됩니다.
패시브 비전은 아크광 또는 일반 광원과 카메라로 구성된 시스템을 사용합니다. 그 특징은 적절한 광학 시스템을 통해 대부분의 아크 눈부심을 필터링하여 용융 풀 구역의 선명하고 사실적인 이미지를 얻는 것입니다.
액티브 비전은 일반적으로 구조화된 광원과 카메라로 구성된 비전 센싱 시스템을 의미합니다. 아크와 구별되는 특정 파장의 광원을 사용하므로 광학 센서가 해당 파장의 빛만 수신하면서 아크 눈부심을 필터링할 수 있습니다.
3. 이미지 처리 과정
시각적 감지 기술을 이용한 심 추적 제어에서는 레이저 다이오드에서 방출된 점 광원이 원통형 렌즈를 통해 선형 광원으로 변환되어 작업물 표면에 투사됩니다. 레이저 빔을 수직으로 조사하고 CCD를 비스듬히 수신함으로써 공작물 표면과 높이 방향의 2차원 정보를 동시에 얻을 수 있습니다.
CCD는 반사된 빛을 수신한 후 비디오 신호를 이미지 수집 카드로 보내고 이미지 수집 카드는 이를 A/D 변환을 통해 8비트 디지털 신호로 변환하고 인터럽트 전송을 통해 PCI 버스를 통해 컴퓨터 메모리로 전송합니다. 그런 다음 이미지 처리 프로그램은 전처리(필터링, 향상 등)와 후처리(용접 중심선 추출, 특징적인 신호 지점 감지)를 수행하여 편차 신호를 얻습니다. 제어 알고리즘은 제어 신호를 생성하고, 액추에이터는 AC 서보 모터를 구동하여 실시간 편차 보정을 위해 상하좌우로 움직입니다.
II. 용융 풀 모니터링 기술 소개
용융 풀 모니터링은 레이저 적층 제조, 레이저 클래딩, 용접 및 기타 응용 분야에서 공정 품질을 보장하기 위한 핵심 기술입니다. 일반적인 유형과 원리는 다음과 같습니다.
- 비전 기반 영상 모니터링: 산업용 카메라(CCD, CMOS)가 용융 풀 이미지를 포착하고, 이미지 처리 알고리즘을 통해 면적, 길이, 너비, 윤곽 등 형태학적 특징을 추출합니다. 카메라는 처리 헤드와 동축으로 장착되어 용융 풀과 카메라를 상대적으로 고정시켜 이미지 수정 요구 사항을 줄일 수 있습니다. 이 방법은 용융 풀의 거시적 형태 변화를 직관적으로 반영하고 매개변수 조정을 위한 기초를 제공하지만 용융 풀 밝기, 스패터 및 플라즈마 간섭의 영향을 받습니다. 이미지 처리 알고리즘의 정확성과 견고성은 매우 중요합니다.
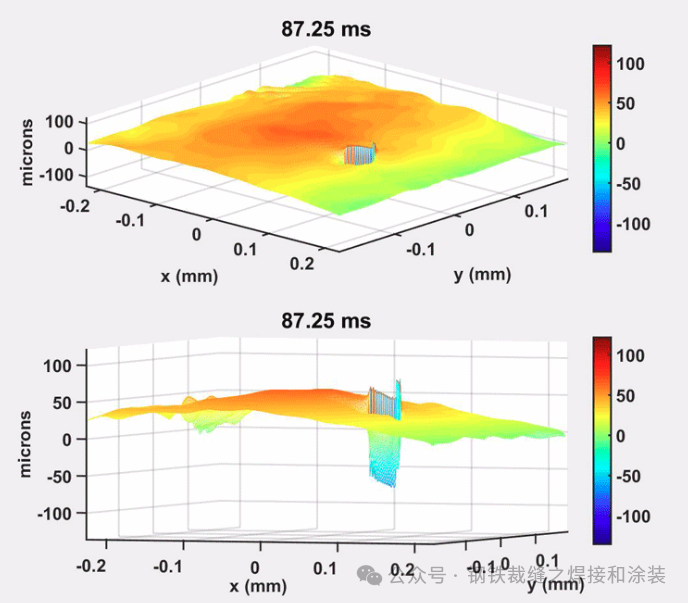
- 온도 현장 모니터링: 적외선 카메라나 고온계 등 비접촉 온도 측정 장비는 용융 풀의 온도 분포 데이터를 수집합니다. 적외선 카메라는 열화상을 획득하고 열화상 알고리즘을 통해 온도장을 계산합니다. 고온계는 용융 풀에서 방출되는 특정 파장의 광학 신호를 측정하여 온도를 결정합니다. 온도 현장 모니터링은 용융 풀의 열 상태를 반영하여 불안정성, 국지적 과열 또는 과도한 급속 냉각과 같은 이상 현상을 식별하는 데 도움을 주며 응고를 제어하고 잔류 응력 및 결함을 줄이는 데 필수적입니다.
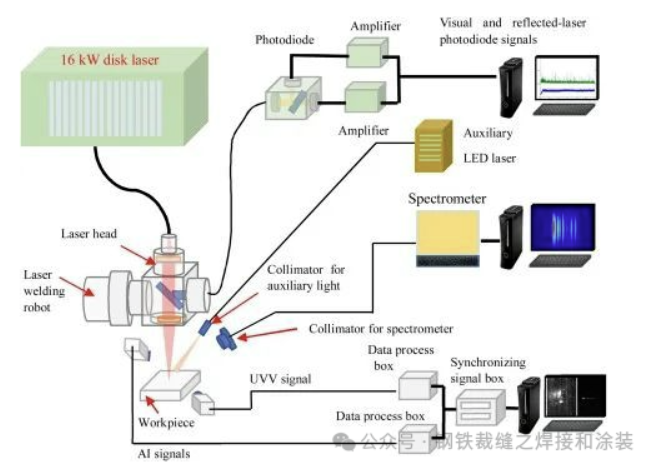
- 분광학 기반 모니터링: 분광계는 용융 풀 플라즈마의 스펙트럼 신호를 수집합니다. 특성 선 강도와 상대 강도 비율을 분석하면 재료 구성, 원소 함량, 플라즈마 온도, 전자 밀도 및 기타 정보에 대한 데이터가 생성됩니다. 이 방법은 미세한 관점에서 용융 풀의 야금 과정을 반영하고 비정상적인 재료 구성으로 인한 잠재적인 결함을 감지하는 데 도움이 되지만 고정밀 분광계와 강력한 환경 간섭 억제가 필요합니다.
- 음향 모니터링: AE(음향 방출) 및 LU(레이저 초음파)가 포함됩니다. AE는 균열 전파 및 다공성과 같은 결함 형성에서 신호를 포착하고 신호 분석을 통해 결함 유형과 위치를 식별합니다. LU는 레이저 유도 초음파를 사용하여 파동 전파 특성을 감지함으로써 내부 용융 풀 정보를 얻습니다. 비접촉식 고온 저항 이점을 제공하지만 정확한 레이저 매개변수 및 감지 시스템이 필요합니다.
다양한 기술에는 뚜렷한 강점과 약점이 있으며 프로세스 요구 사항, 정밀도 요구 사항 및 환경 조건에 따라 선택되거나 결합되는 경우가 많습니다.

III. 최신 용접 풀 모니터링 기술
용접 풀 모니터링은 용접 품질 관리의 핵심 부분입니다. Industry 4.0과 지능형 제조에 힘입어 최근 몇 년 동안 이 분야에서 수많은 획기적인 기술이 등장했습니다. 이 섹션에서는 주류 감지 방법, AI 응용, 다중 센서 융합 기술 및 산업 응용 사례를 포함하여 용접 풀 모니터링의 최신 발전을 체계적으로 소개합니다.
1. 주류 탐지기술 개발 현황
1.1 광학 이미징 기술
광학 이미징은 다음과 같은 최근 발전을 통해 주류 용융 풀 모니터링 기술입니다.
- HDR(High Dynamic Range) 이미징: 다중 노출 융합 기술과 결합된 240Hz 높은 프레임 속도 산업용 카메라는 최대 10⁵ Lux의 극한 아크 눈부심 하에서 용융 풀 흐름을 명확하게 포착합니다.
- 레이저 삼각측량: 레이저 스트라이프 투영 및 CMOS 센서 수신을 통해 ±0.01mm 정밀도를 달성하여 자동차 제조의 주류 솔루션으로 자리잡고 있습니다.
- 광간섭 단층촬영(OCT): 실시간 용융 풀 침투 모니터링을 위한 비침습적 고해상도 이미징 기술로, 특히 항공우주 분야의 정밀 용접에 적합합니다.
1.2 음향 모니터링 기술
음향 모니터링은 특정 시나리오에서 고유한 이점을 제공합니다.
- 초음파 모니터링: 후판 용접에 적용 가능하며, 결함 높이 측정 오차를 1mm 이내로 제어하여 내부 결함을 검출합니다.
- 아크 음향 신호 분석: Judges molten pool status via characteristic acoustic signals in the 20–20,000Hz frequency band with response time <5ms, ideal for deep penetration welding.
1.3 적외선 열화상 기술
최첨단 적외선 모니터링 시스템은 800~1500°C에서 용융 풀의 실시간 온도 분포를 포착합니다. AI 알고리즘과 결합하면 열 변형 보상, 다층 다중 패스 용접 추적, 불완전 융합 및 언더컷과 같은 결함 식별이 가능합니다.
2. 용융 풀 탐지에 인공 지능의 혁신적인 적용
2.1 AI 모델 성능 지표
- 오판율: 고급 CNN 모델은 알루미늄 합금 용접 시 불완전 융착 결함 검출 누락률을 8%에서 0.3%로 줄입니다.
- 응답 시간: Embedded AI chips (e.g., NVIDIA Jetson) achieve millisecond-level detection, with some systems responding in <10ms.
- 적응형 학습: Huagong Tech의 산업용 대형 모델 시스템은 사전 훈련된 홈 유형 라이브러리를 통해 특수 형상 용접에 대해 98% 이상의 인식률을 달성합니다.
2.2 일반적인 AI 응용 솔루션
- 딥러닝 결함 감지: YOLOv7 아키텍처를 기반으로 다공성, 슬래그 포함, 불완전 융합 등 6가지 일반적인 결함을 99.5% 이상의 정확도로 동시에 식별합니다.
- 디지털 트윈 시스템: 실시간 데이터로부터 디지털 용융 풀 모델을 구축하여 용접 품질을 예측하고 공정 매개변수를 최적화합니다.
- 다중 모드 데이터 융합: 시각, 적외선, 음향 데이터를 Kalman 필터링과 결합하여 모니터링 신뢰성을 향상시킵니다.
3. 다중 센서 융합 기술의 획기적인 발전
다중 센서 융합은 현대 용접 자동화의 핵심 기술이 되었으며, 다양한 센서의 데이터를 통합하여 용융 풀 감지의 정밀도, 안정성 및 신뢰성을 크게 향상시켰습니다.
3.1 일반적인 융합 알고리즘
- 칼만 필터링: Fuses time-series data from multiple sensors to effectively reduce noise interference; enables real-time correction of torch posture in seam tracking with response delay <2ms.
- 딥러닝: 컨벌루션 신경망을 통해 미리 훈련된 홈 유형 라이브러리는 V 홈, U 홈 및 기타 특수 형상 용접의 인식률을 98% 이상으로 높입니다. AI 결함 인식 알고리즘은 용융 풀 폭, 보강재, 슬래그 포함 등 12가지 매개변수를 실시간으로 분석합니다.
- 퍼지 PID 제어: 토치 운동학 모델과 결합하여 용접 속도와 오프셋을 동적으로 조정합니다. 자동차 용접 작업장에 적용한 결과 차체 강도 일관성이 30% 향상되었습니다.
- 웨이블릿 변환 융합: 에지 정보를 향상시키기 위해 용융 풀 이미지의 저주파 및 고주파 하위 대역에 대한 융합 규칙을 설계합니다.
3.2 핵심 기술 아키텍처
특허에 따르면 선도적인 다중 센서 시스템에는 일반적으로 다음이 포함됩니다.
- 레이저 추적 센서: ±0.01mm 공간 위치 지정 기능을 제공합니다.
- 용융 풀 모니터링 센서: HDR 이미징을 통해 용융 풀 역학을 캡처합니다.
- 공작물 온도 감지 센서: 적외선을 통해 열장 분포를 모니터링합니다.
3.3 데이터 융합 방식
국내 광전자 브랜드가 개발한 시스템은 다음을 채택합니다.
- 시각적 감지: 높은 프레임 속도의 산업용 카메라 + 구조화된 조명 프로젝션으로 3D 용접 윤곽(±0.01mm 정밀도)을 해결합니다.
- 레이저 스캐닝: 선형 레이저 센서는 홈 형상 매개변수를 포착합니다.
- 아크 감지: 전류/전압 변동을 통해 용융 풀 역학을 반전시켜 시각적 사각지대를 보상합니다.
3.4 성능상의 이점
단일 기술 시스템과 비교하여 다중 센서 시스템은 다음과 같습니다.
- 전반적인 정밀도를 40% 향상시키고 강한 아크 눈부심, 스패터, 연기 등 복잡한 작업 조건에 적응합니다.
- 실패율을 60% 줄입니다.
3.5 일반적인 산업 응용 사례
- 자동차 제조:
- 도어 링 패널 용접: Leishuo Optoelectronic 레이저 추적 시스템은 ±0.01mm 정밀도를 달성하고 동적 보상을 통해 열 변형을 해결하며 용접 수율을 92%에서 99.5%로 높이고 생산 라인당 연간 재작업 비용을 300만 위안 이상 절감합니다.
- Body-in-white 용접: 레이저 비전 시스템은 부품당 사이클 시간을 120초에서 85초로 줄이고 스패터율을 75%까지 줄입니다.
- 신에너지 배터리 트레이 용접 : 불량률을 5%에서 1% 미만으로 감소시켰습니다.
- 항공우주:
- 티타늄 합금 부품 용접은 0.01mm 수준의 정밀도를 달성하여 레이저 용접 광공해를 극복합니다. 엔진 터빈 블레이드 용접 시 공기역학적 성능에 영향을 미치는 열 변형을 방지합니다.
- 에너지 장비:
- 원자력 파이프라인의 밀봉 용접과 풍력 터빈 타워의 대구경 원형 이음매 추적을 통해 위험성이 높은 수동 작업을 대체합니다.
- 화력 발전소는 32채널 동기식 데이터 수집을 통해 증기 터빈 결함 유지 관리 효율성을 50% 향상했습니다.
- 정밀 전자:
- 0.5mm 미만의 솔더 조인트가 있는 마이크로 전자 커넥터의 효율적인 용접을 지원하여 기밀성과 콜드 조인트가 없음을 보장합니다.
- PCB 용접에서 LAKNN 알고리즘은 ±0.01mm의 용접 정밀도로 이미지 정합 정확도를 30% 향상시킵니다.
IV. 최신 용접 풀 감지 기술의 비용 분석
1. 주류 탐지 기술 비용 개요
최신 시장 데이터에 따르면 용접 풀 감지 기술의 비용은 유형, 정밀도 요구 사항 및 적용 시나리오에 따라 크게 다릅니다. 주요 기술의 가격대는 다음과 같습니다.
| 기술 유형 | 가격대(10,000위안) | 일반적인 구성 | 적용 가능한 시나리오 |
|---|---|---|---|
| 산업용 HDR 이미징 | 28.5–90 | 500Hz 고속 검류계 시스템, 8채널 스펙트럼 센서 | 자동차 제조, 일반 산업 용접 |
| 3D 레이저 추적 시스템 | 5~100 | ±0.05mm 정밀도, 다중 로봇 협업 지원 | 자동차 도어링 용접, 항공우주 |
| 적외선 열화상 | 3~50 | 450°C 광범위한 온도 측정, 30~80kHz 조정 가능 | 에너지 파이프라인, 후판 용접 |
| 다중 센서 융합 | 10~286 | 레이저 + 비전 + 아크 감지 결합 | 정밀 가공, 특수 형상 용접 |
| AI 탐지 시스템 | 20~200+ | 내장형 AI 칩(예: Jetson), ResNet-50 모델 | 고정밀 자동화 생산라인 |
참고: 수입 장비는 일반적으로 국내 브랜드보다 1.5~3배 더 비쌉니다. 항공우주 등급 장비의 가격은 산업 등급 장비의 2~5배입니다.
2. 산업용 애플리케이션의 비용 효율성
(1) 자동차 제조업
- 초기 투자:
- 도어링 용접 라인: ~8천만~1억 5천만 위안(3D 추적 + AI 품질 검사 포함).
- 배터리 트레이 감지: 5천만~1억 RMB(레이저 비전 시스템)
- 이익:
- 감지 주기가 45초에서 8초로 단축되었습니다.
- 연간 재작업 비용 절감액은 300만 위안을 초과합니다.
- 불량률이 1.8%에서 0.05%로 감소했습니다.
(2) 항공우주
- 장비 비용: 티타늄 합금 탐지 시스템 ~2억~5억 위안.
- 유지관리 특성:
- 연간 유지관리 비용은 진공 환경 적응을 포함하여 장비 가치의 12~18%를 차지합니다.
- 예측 유지 관리 시스템은 예상치 못한 가동 중지 시간을 30% 줄입니다.
(3) 에너지 파이프라인
- 일반적인 솔루션: 5천만~8천만 위안(장거리 파이프라인을 위한 특별 시스템).
- 비용상의 이점: 파이프 직경 변화에 적응하여 수동 감지 작업 시간을 70% 단축합니다.
3. 비용 통제 및 기술 개발
- 국내 대체: 국산 브랜드는 수입 브랜드 대비 30~50% 저렴하며, 가성비가 눈에 띕니다.
- 기술 비용 절감:
- AI 모델 압축으로 하드웨어 요구 사항이 40% 감소합니다.
- 다중 스펙트럼 융합 방식은 센서 수를 줄입니다.
- 유지보수 최적화:
- 원격 진단으로 현장 서비스 비용이 50% 절감됩니다.
- 모듈식 설계로 예비 부품 비용이 35% 절감됩니다.
V. 다중 센서 융합 용접 풀 감지의 기술적 과제 및 개발 동향
1. 주요 기술적 과제
- 환경 간섭: 강한 아크 눈부심, 스패터, 연기로 인해 센서 신호가 감쇠됩니다. 솔루션: 아크 간섭을 제거하기 위한 다중 스펙트럼 이미징.
- 데이터 동기화: Sampling frequency differences between sensors cause timing misalignment. Progress: EtherCAT-based synchronous systems with synchronization error <1µs.
- 실시간 요구사항: 급속한 용융 풀 역학은 밀리초 수준의 반응을 요구합니다. 혁신: 엣지 컴퓨팅 배포로 처리 지연 시간이 5ms 이내로 단축됩니다.
- 센서 교정: 공간정합의 정확도는 융합 성능에 영향을 미칩니다. 혁신: 온라인 자가 교정 알고리즘은 유지 관리 주기를 3배 연장합니다.
2. 최신 기술동향
- 디지털 트윈 기술: 풀 동작을 시뮬레이션하고 예측하기 위해 용융 풀 디지털 트윈을 실시간으로 구성합니다. 항공우주 기업에서 적용한 이 기술은 용접 공정 최적화 주기를 40% 단축했습니다.
- AI로 강화된 융합: Transfer learning rapidly adapts to new equipment types, compressing self-learning cycles from 72 hours to 3 hours. Defect interception rate reaches 98%, with automatic parameter adjustment response time <100ms.
- 간섭 방지 기술: 특허 받은 전자 자기 제어 스위치는 강한 용접 자기 간섭을 방지하여 잘못된 판단을 방지합니다. 적응형 필터링과 결합된 다중 채널 동기 획득은 신호 대 잡음비를 15dB 향상시킵니다.
- 소형화 및 통합: MEMS 기술로 센서 크기를 50% 줄이고, 소비전력을 30% 줄였습니다. 온도-압력 통합 센서는 더 작고 가벼워 자동차 경량 요구 사항을 충족합니다.
3. 향후 발전 방향
- 5G 원격 용접: 저지연 통신으로 엔지니어의 원격 모니터링이 가능합니다.
- 양자 센싱 기술: 0.1 마이크론 해상도의 차세대 모니터링 장비를 개발 중입니다.
- 녹색 감지 기술: 저전력 센서 및 지속 가능한 소재 응용.
6. 용접용 용융풀 모니터링 기술 요약
AI와 다중 센서 기술의 긴밀한 통합으로 용접 풀 감지는 경험적 판단에서 데이터 중심 의사 결정으로 전환되고 있습니다.
다중 센서 융합 기술은 시각, 레이저, 적외선, 음향 및 기타 다중 소스 정보를 통합하여 용융 풀 감지의 정밀도와 신뢰성을 크게 향상시킵니다. 현재 주류 솔루션은 딥 러닝 알고리즘과 결합된 기능 수준 융합을 채택하여 자동차, 항공우주 및 기타 분야에서 놀라운 결과를 달성하고 있습니다. 그러나 환경 간섭 및 데이터 동기화와 같은 문제에는 지속적인 혁신이 필요합니다.
미래 트렌드는 세 가지 방향에 초점을 맞출 것입니다.
- 디지털 트윈과 실시간 시뮬레이션 기술의 긴밀한 통합;
- 엣지 AI 칩으로 강화된 현지화된 지능형 처리
- 새로운 MEMS 센서로 더 높은 통합이 가능합니다.
인더스트리 4.0에 힘입어 다중 센서 융합 시스템은 2025년부터 2030년까지 용접 품질 관리에서 완전한 자율성을 달성하여 지능형 제조를 새로운 차원으로 끌어올릴 것으로 예상됩니다.
답장을 남겨주세요