
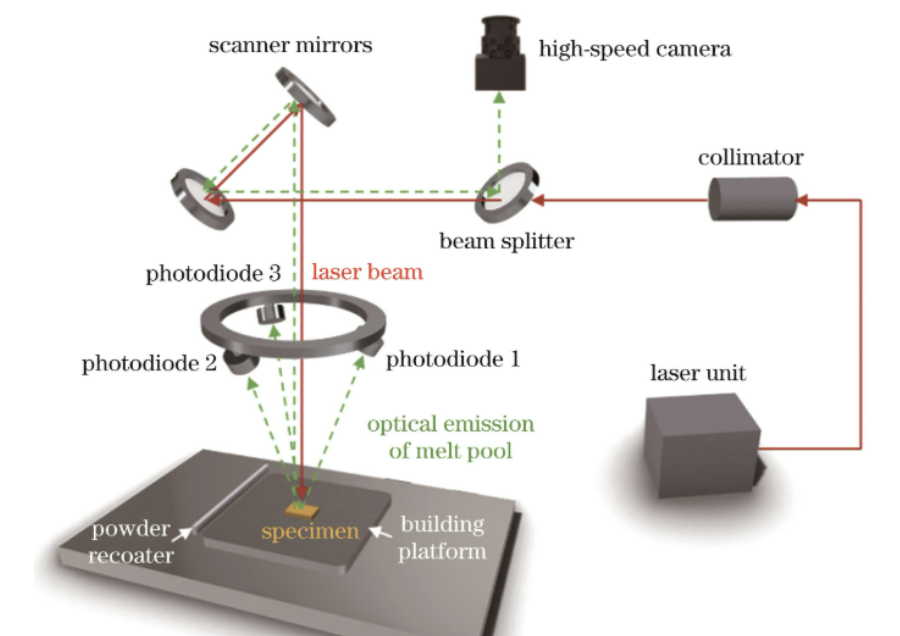
最新の溶接池監視技術
溶接監視技術は、電流、電圧、温度、エア流量などのパラメータをリアルタイムに測定することで、溶接中の欠陥や異常を検出します。これらのパラメータを監視することで、溶接アークの形状、アークの安定性、材料の溶ける深さなどの条件を把握し、溶接品質の管理を実現します。
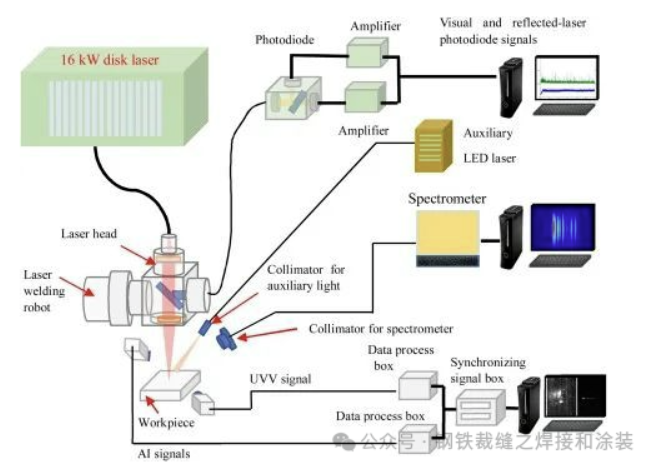
現在、一般的な溶接監視技術としては、レーザー分光法、赤外線放射技術、電磁波非破壊検査技術、音響検出技術などが挙げられます。このうちレーザー分光法は原子発光分光法や分子吸収分光法をベースとした検出手法で、主に溶接時の合金元素や不純物元素のオンライン検出に用いられます。赤外線放射技術は、熱平衡にある物質から放出される赤外線放射の強度と温度との間の線形関係を利用して、溶接中の温度場のリアルタイム監視と制御を実現します。電磁波非破壊検査技術は、主に電磁波の伝播特性や異常を観察することで、溶接金属の不完全溶け込みやハステロイ割れなどの欠陥を検出します。音響検出技術は、溶接中に発生する音響信号を分析することにより、ポロシティなどの溶接欠陥を特定します。
I. 溶融池センシング手法の現在の開発
1. 視覚および音響センシングの概念
視覚センシングとは、簡単に言えば、プロセス制御、機械制御、品質管理などの目的で生産装置に適用される電子イメージング技術です。ビジョン センサー (画像キャプチャ デバイス、CMOS タイプと CCD タイプに分けられる) は画像をキャプチャし、処理ユニットに送信します。デジタル処理により、画素分布、明るさ、色などの情報から寸法、形状、色を判断し、現場の設備の動作を制御します。
溶接プロセスの自動化とインテリジェンスは、溶接技術の将来の発展方向を表しています。ただし、溶接は、電気、光、熱、力、その他の要因の複合効果を伴う複雑な物理化学プロセスです。溶接アークは、多入力、多出力、強結合、多数の干渉要因を持つ非線形の時変制御オブジェクトであるため、困難な作業となっています。これに対処するために、技術者は溶接プロセスを監視するための光学式、音響式、機械式、アーク電圧などのさまざまなアーク センサーを開発しました。
音響センサーは電圧結晶材料で作られています。特定の条件下では、アーク燃焼中に発せられる音の周波数は溶融池の体積と 1 対 1 に対応します。音の周波数を検出することで、溶融池の特徴的なパラメータを間接的に反映することができます。これらは主に、プラズマキーホール溶接やレーザー溶接における溶け込み検知、溶接欠陥検出、シームトラッキングに適用されます。アーク センサーは、電流や電圧などのアーク固有の特性に依存しており、現在は主にシーム追跡と堆積制御に使用されています。
2. 視覚情報センシング技術
ロボットの視覚情報センシングには、視覚センサー、光源、視覚情報処理用のハードウェア/ソフトウェアの 3 つのコンポーネントが含まれます。アーク溶接では、アークのグレア、スパッタ、ヒュームなどの強い干渉が存在するため、視覚センシング方法の選択が重要になります。アーク溶接ロボットでは、照明源に応じて視覚方式がパッシブビジョンとアクティブビジョンに分類されます。
パッシブビジョンは、アーク光または通常の光源とカメラで構成されるシステムを使用します。その特徴は、適切な光学システムを通じてほとんどのアークのグレアを除去し、溶融池ゾーンのクリアでリアルな画像を取得することです。
アクティブビジョンは一般に、構造化された光源とカメラで構成されるビジョンセンシングシステムを指します。アークと区別できる特定の波長の光源を使用し、光センサーがアークのグレアを除去しながらその波長の光のみを受け取ることができるようにします。
3. 画像処理プロセス
視覚センシング技術を用いたシームトラッキング制御では、レーザーダイオードから発せられる点光源をシリンドリカルレンズを通して線光源に変換し、ワーク表面に投影します。レーザー光を垂直に照射し、CCDを斜めから受光することで、ワーク表面と高さ方向の2次元情報を同時に取得します。
反射光を受け取った後、CCD はビデオ信号を画像取得カードに送信し、画像取得カードは A/D 変換を介して 8 ビットのデジタル信号に変換し、割り込み転送を介して PCI バスを介してコンピュータのメモリに送信します。画像処理プログラムは、前処理 (フィルタリング、強調など) と後処理 (溶接中心線の抽出、特徴的な信号点の検出) を実行して、偏差信号を取得します。制御アルゴリズムが制御信号を生成し、アクチュエーターが AC サーボ モーターを駆動して上下左右に動き、リアルタイムの偏差補正を行います。
II.溶融池モニタリング技術の紹介
溶融池モニタリングは、レーザー積層造形、レーザー被覆、溶接、その他の用途におけるプロセス品質を確保するための重要なテクノロジーです。一般的なタイプと原則は次のとおりです。
- 視覚ベースの画像モニタリング: 産業用カメラ (CCD、CMOS) が溶融池の画像をキャプチャし、画像処理アルゴリズムが面積、長さ、幅、輪郭などの形態学的特徴を抽出します。カメラを処理ヘッドと同軸に取り付けることで、溶融池とカメラを比較的静止した状態に保ち、画像補正の必要性を軽減できます。この方法は、溶融池の巨視的な形態変化を直観的に反映し、パラメータ調整の基礎を提供しますが、溶融池の明るさ、スパッタ、プラズマ干渉の影響を受けます。画像処理アルゴリズムの精度と堅牢性が重要です。
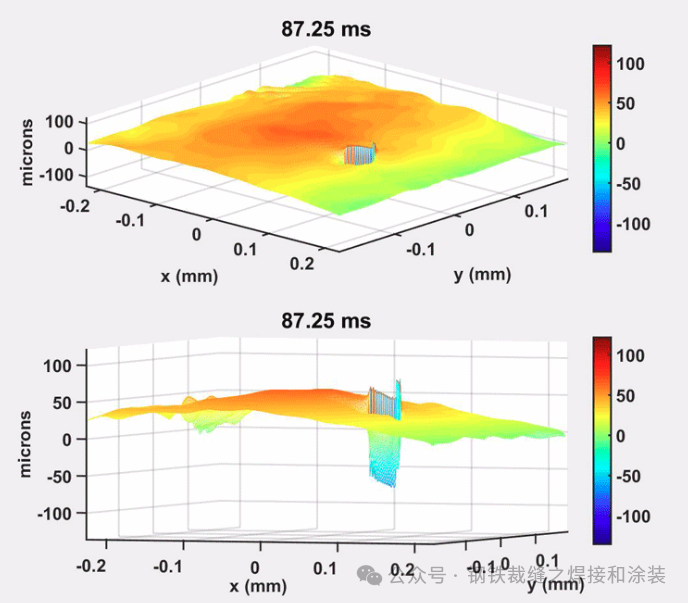
- 温度フィールドモニタリング:赤外線カメラや高温計などの非接触温度測定装置により、溶融池の温度分布データを収集します。赤外線カメラは熱画像を取得し、熱画像アルゴリズムを通じて温度場を計算します。高温計は、溶融池から放射される特定の波長の光信号を測定することによって温度を決定します。温度フィールドモニタリングは溶融池の熱状態を反映し、不安定性、局所的な過熱、過度の急速冷却などの異常を特定するのに役立ち、凝固を制御し、残留応力と欠陥を軽減するために不可欠です。
- 分光法ベースのモニタリング: 分光計は溶融プールプラズマのスペクトル信号を収集します。特性線の強度と相対強度比を分析すると、材料組成、元素含有量、プラズマ温度、電子密度、その他の情報に関するデータが得られます。この方法は、顕微鏡の観点から溶融池の冶金プロセスを反映し、異常な材料組成によって引き起こされる潜在的な欠陥の検出に役立ちますが、高精度の分光計と強力な環境干渉抑制が必要です。
- 音響モニタリング: アコースティック エミッション (AE) およびレーザー超音波 (LU) が含まれます。 AE は、亀裂の伝播や気孔率などの欠陥形成からの信号を捕捉し、信号分析を通じて欠陥の種類と位置を特定します。 LU は、レーザー誘起超音波を使用して、波の伝播特性を検出することによって内部溶融池の情報を取得します。これにより、非接触、高温耐性の利点が得られますが、正確なレーザーパラメーターと検出システムが必要になります。
さまざまなテクノロジーには明確な長所と短所があり、多くの場合、プロセス要件、精度のニーズ、および環境条件に基づいて選択または組み合わせられます。

Ⅲ.最新の溶接池監視技術
溶接池の監視は溶接の品質管理の中核部分です。インダストリー 4.0 とインテリジェント製造によって推進され、近年この分野で数多くの画期的なテクノロジーが登場しています。このセクションでは、主流の検出方法、AI アプリケーション、マルチセンサー フュージョン技術、産業応用事例など、溶接池監視の最新の進歩を体系的に紹介します。
1. 主流の検出技術の開発状況
1.1 光学イメージング技術
光学イメージングは主流の溶融池監視技術であり、最近では次のような進歩が見られます。
- ハイ ダイナミック レンジ (HDR) イメージング: 多重露光フュージョン技術と組み合わせた 240Hz 高フレームレートの産業用カメラは、最大 10⁵ ルクスの極度のアークグレア下での溶融池の流れを明確に捕捉します。
- レーザー三角測量:レーザーストライプ投影とCMOSセンサー受信により±0.01mmの精度を実現し、自動車製造における主流のソリューションとなっています。
- 光干渉断層撮影法 (OCT): リアルタイムの溶融池侵入モニタリングのための非侵襲性高解像度イメージング技術で、特に航空宇宙における精密溶接に適しています。
1.2 音響モニタリング技術
音響モニタリングは、特定のシナリオにおいて独自の利点をもたらします。
- 超音波モニタリング:厚板溶接に対応し、欠陥高さの測定誤差を1mm以内に抑えて内部欠陥を検出します。
- アーク音響信号解析: Judges molten pool status via characteristic acoustic signals in the 20–20,000Hz frequency band with response time <5ms, ideal for deep penetration welding.
1.3 赤外線熱画像技術
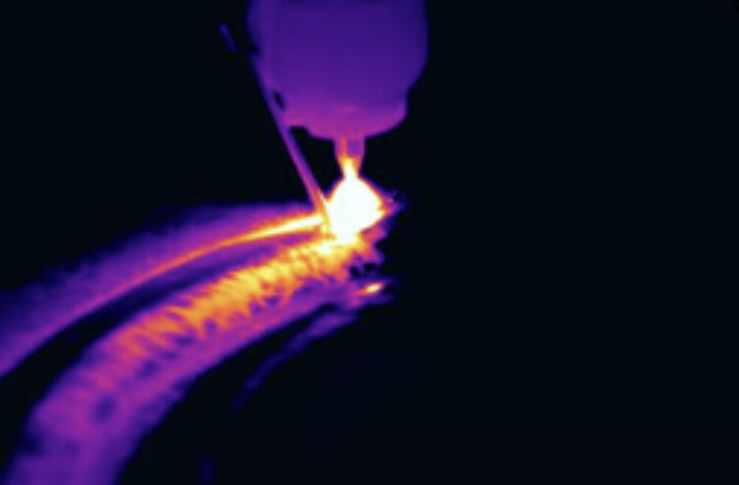
最先端の赤外線監視システムは、800 ~ 1500 °C の溶融池の温度場分布をリアルタイムで捕捉します。 AI アルゴリズムと組み合わせることで、熱変形補正、多層マルチパス溶接追跡、不完全な溶融やアンダーカットなどの欠陥の特定が可能になります。
2. 溶融池検出における人工知能の革新的応用
2.1 AI モデルのパフォーマンス指標
- 誤判定率: 高度な CNN モデルにより、アルミニウム合金溶接における不完全溶融欠陥の検出漏れ率が 8% から 0.3% に減少します。
- 応答時間: Embedded AI chips (e.g., NVIDIA Jetson) achieve millisecond-level detection, with some systems responding in <10ms.
- 適応学習: Huagong Tech の産業用大型モデル システムは、事前にトレーニングされた溝タイプ ライブラリを通じて、特殊形状の溶接の 98% 以上の認識率を達成しています。
2.2 典型的な AI アプリケーション ソリューション
- ディープラーニングによる欠陥検出: YOLOv7 アーキテクチャに基づいて、気孔率、スラグ混入、不完全融合を含む 6 つの一般的な欠陥を 99.5% を超える精度で同時に識別します。
- デジタルツインシステム: リアルタイム データからデジタル溶融池モデルを構築し、溶接品質を予測し、プロセス パラメーターを最適化します。
- マルチモーダルデータ融合: 視覚データ、赤外線データ、音響データをカルマン フィルタリングと組み合わせて監視の信頼性を向上させます。
3. マルチセンサーフュージョンテクノロジーの画期的な進歩
マルチセンサー フュージョンは、現代の溶接自動化の中核テクノロジーとなっており、さまざまなセンサーからのデータを統合することで、溶融池検出の精度、安定性、信頼性が大幅に向上しています。
3.1 典型的な融合アルゴリズム
- カルマンフィルタリング: Fuses time-series data from multiple sensors to effectively reduce noise interference; enables real-time correction of torch posture in seam tracking with response delay <2ms.
- ディープラーニング: 畳み込みニューラル ネットワークによる事前トレーニング済みの溝タイプ ライブラリにより、V 溝、U 溝、その他の特殊形状の溶接の認識率が 98% 以上に向上します。 AI 欠陥認識アルゴリズムは、溶融池の幅、補強材、スラグの混入など 12 のパラメーターをリアルタイムで分析します。
- ファジィPID制御: トーチの運動学モデルと組み合わせて溶接速度とオフセットを動的に調整します。自動車の溶接ワークショップに適用された結果、ボディの強度の一貫性が 30% 向上しました。
- ウェーブレット変換融合: 溶融池画像の低周波サブバンドと高周波サブバンドの融合ルールを設計して、エッジ情報を強化します。
3.2 コア技術アーキテクチャ
特許によると、主要なマルチセンサー システムには通常次のものが含まれます。
- レーザー追跡センサー:±0.01mmの空間位置決めを実現します。
- 溶融池監視センサー: HDR イメージングを通じて溶融池のダイナミクスをキャプチャします。
- ワーク温度検知センサー: 赤外線による熱場の分布を監視します。
3.3 データ融合スキーム
国内オプトエレクトロニクスブランドが開発したシステムは以下を採用しています。
- 視覚センシング: 高フレームレートの産業用カメラ + 構造化光投影により、3D 溶接輪郭を解決します (精度 ±0.01 mm)。
- レーザースキャン: リニアレーザーセンサーがグルーブの幾何学的パラメーターをキャプチャします。
- アークセンシング: 電流/電圧の変動によって溶融池のダイナミクスを反転させ、視覚的な盲点を補います。
3.4 パフォーマンス上の利点
単一テクノロジー システムと比較すると、マルチセンサー システムは次の点に優れています。
- 全体的な精度が 40% 向上し、強いアークのグレア、スパッタ、煙などの複雑な作業条件に適応します。
- 故障率を 60% 削減します。
3.5 典型的な産業用途の事例
- 自動車製造:
- ドアリングパネル溶接: Leishuo Optoelectronic レーザー追跡システムは、±0.01 mm の精度を達成し、動的補償によって熱変形を解決し、溶接歩留まりを 92% から 99.5% に向上させ、生産ラインごとに年間 300 万元以上の手直しコストを節約します。
- ホワイトボディ溶接: レーザービジョンシステムは、部品あたりのサイクル時間を 120 秒から 85 秒に短縮し、スパッタ率を 75% 削減します。
- 新エネルギー電池トレイ溶接:不良率が5%から1%未満に減少。
- 航空宇宙:
- チタン合金部品の溶接は0.01mmレベルの精度を実現し、レーザー溶接の光害を克服します。エンジンタービンブレード溶接時の空力性能に影響を与える熱変形を回避します。
- エネルギー機器:
- 原子力パイプラインの密閉溶接と風力タービンタワーの大径円形シームトラッキングにより、リスクの高い手動作業が代替されます。
- 火力発電所では、32 チャネルの同期データ収集により、蒸気タービンの故障メンテナンス効率が 50% 向上しました。
- 精密エレクトロニクス:
- 0.5 mm 以下のはんだ接合によるマイクロエレクトロニクス コネクタの効率的な溶接をサポートし、気密性を確保し、コールド ジョイントを発生させません。
- PCB 溶接では、LAKNN アルゴリズムにより画像位置合わせ精度が 30% 向上し、溶接精度は ±0.01 mm です。
IV.最新の溶融池検出技術のコスト分析
1. 主流の検出技術コストの概要
最新の市場データによると、溶融池検出技術のコストは、種類、精度要件、および用途シナリオによって大きく異なります。主要なテクノロジーの価格帯は次のとおりです。
| テクノロジーの種類 | 価格帯(10,000元) | 一般的な構成 | 該当するシナリオ |
|---|---|---|---|
| 産業用 HDR イメージング | 28.5~90 | 500Hz高速検流計システム、8チャンネル分光センサー | 自動車製造、一般産業用溶接 |
| 3D レーザー追跡システム | 5~100 | ±0.05mmの精度、マルチロボット連携をサポート | 自動車ドアリング溶接、航空宇宙 |
| 赤外線サーマルイメージング | 3~50 | 450℃の広範囲温度測定、30~80kHz調整可能 | エネルギーパイプライン、厚板溶接 |
| マルチセンサーフュージョン | 10–286 | レーザー + ビジョン + アークセンシングの組み合わせ | 精密製造、特殊形状溶接 |
| AI検知システム | 20~200+ | 組み込み AI チップ (Jetson など)、ResNet-50 モデル | 高精度自動生産ライン |
注: 輸入機器は通常、国内ブランドの 1.5 ~ 3 倍高価です。航空宇宙グレードの機器は、産業グレードの機器の 2 ~ 5 倍のコストがかかります。
2. 産業用途における費用対効果
(1) 自動車製造業
- 初期投資:
- ドアリング溶接ライン: ~8000~15000万人民元(3D追跡+AI品質検査を含む)。
- バッテリートレイ検出: 5,000万~1億人民元(レーザービジョンシステム)。
- 利点:
- 検出サイクルが 45 秒から 8 秒に短縮されました。
- 年間の手直しコスト削減額は 300 万元を超えます。
- 不良率が1.8%から0.05%に減少しました。
(2) 航空宇宙
- 設備費: チタン合金検出システム ~2 億~5 億人民元。
- メンテナンス特性:
- 年間のメンテナンスコストは、真空環境への適応を含め、装置価値の 12 ~ 18% を占めます。
- 予知メンテナンス システムにより、計画外のダウンタイムが 30% 削減されます。
(3) エネルギーパイプライン
- 一般的な解決策:5,000万~8,000万人民元(長距離パイプラインの特別システム)。
- コストメリット:配管径の変化に適応し、手動検出作業時間を70%削減します。
3. コスト管理と技術開発
- 国内代替品:国産ブランドは輸入品に比べて30~50%安く、コストパフォーマンスに優れています。
- 技術コストの削減:
- AI モデル圧縮により、ハードウェア要件が 40% 削減されます。
- マルチスペクトル融合スキームによりセンサーの数が削減されます。
- メンテナンスの最適化:
- リモート診断により、オンサイトのサービスコストが 50% 削減されます。
- モジュラー設計により、スペアパーツのコストが 35% 削減されます。
V. マルチセンサー溶融池検出の技術的課題と開発動向
1. 主要な技術的課題
- 環境干渉: 強いアークのグレア、スパッタ、ヒュームはセンサー信号の減衰を引き起こします。解決策: アーク干渉を排除するマルチスペクトル イメージング。
- データの同期: Sampling frequency differences between sensors cause timing misalignment. Progress: EtherCAT-based synchronous systems with synchronization error <1µs.
- リアルタイム要件: 急速な溶融池ダイナミクスにはミリ秒レベルの応答が必要です。画期的な点: エッジ コンピューティングの導入により、処理遅延が 5 ミリ秒以内に短縮されます。
- センサーの校正: 空間位置合わせの精度は、フュージョンのパフォーマンスに影響します。イノベーション: オンライン自己校正アルゴリズムにより、メンテナンス サイクルが 3 倍に延長されます。
2. 最新の技術動向
- デジタルツインテクノロジー: 溶融池の挙動をシミュレーションおよび予測するための溶融池デジタル ツインのリアルタイム構築。航空宇宙企業によって適用され、溶接プロセスの最適化サイクルが 40% 短縮されました。
- AIで強化された融合: Transfer learning rapidly adapts to new equipment types, compressing self-learning cycles from 72 hours to 3 hours. Defect interception rate reaches 98%, with automatic parameter adjustment response time <100ms.
- 干渉防止技術: 特許取得済みの電子磁気制御スイッチは、強力な溶接磁気干渉に耐え、誤判断を防ぎます。適応フィルタリングと組み合わせたマルチチャネル同期捕捉により、信号対雑音比が 15dB 向上します。
- 小型化と集積化:MEMSテクノロジーにより、センサーサイズが50%削減され、消費電力が30%削減されます。温度と圧力を統合したセンサーは小型軽量であり、自動車の軽量要件を満たします。
3. 今後の展開の方向性
- 5Gリモート溶接:低遅延通信によりエンジニアの遠隔監視が可能になります。
- 量子センシング技術:分解能0.1ミクロンの次世代監視装置を開発中です。
- 緑色検出技術: 低電力センサーと持続可能な材料アプリケーション。
VI.溶接溶融池監視技術の概要
AI とマルチセンサー技術の緊密な統合により、溶融池検出は経験的判断からデータ主導の意思決定に移行しつつあります。
マルチセンサー融合テクノロジーは、視覚、レーザー、赤外線、音響、その他のマルチソース情報を統合することで、溶融池検出の精度と信頼性を大幅に向上させます。現在の主流のソリューションは、深層学習アルゴリズムと組み合わせた機能レベルの融合を採用しており、自動車、航空宇宙、その他の分野で目覚ましい成果を達成しています。ただし、環境干渉やデータ同期などの課題には、継続的なブレークスルーが必要です。
今後のトレンドは次の 3 つの方向に焦点を当てます。
- デジタルツインとリアルタイムシミュレーションテクノロジーの緊密な統合。
- エッジ AI チップによるローカライズされたインテリジェントな処理。
- 新しい MEMS センサーにより高度な統合が可能になります。
インダストリー 4.0 によって推進されるマルチセンサー フュージョン システムは、2025 年から 2030 年の間に溶接品質管理における完全な自律性を実現し、インテリジェント製造を新たな高みに押し上げると予想されています。
返信を残してください