
Teknologi Pemantauan Kolam Las Terbaru
Teknologi pemantauan pengelasan mendeteksi cacat dan anomali selama pengelasan dengan pengukuran parameter secara real-time seperti arus, tegangan, suhu, dan aliran udara. Dengan memantau parameter ini, bentuk busur las, stabilitas busur, kedalaman leleh material, dan kondisi lainnya dapat ditentukan, sehingga mencapai kendali atas kualitas pengelasan.
Saat ini, teknologi pemantauan pengelasan yang umum mencakup spektroskopi laser, teknologi radiasi infra merah, teknologi pengujian tak rusak gelombang elektromagnetik, dan teknologi deteksi akustik. Diantaranya, spektroskopi laser adalah teknik deteksi berdasarkan spektroskopi emisi atom atau spektroskopi serapan molekul, yang terutama digunakan untuk deteksi online elemen paduan dan elemen pengotor selama pengelasan. Teknologi radiasi inframerah memanfaatkan hubungan linier antara intensitas radiasi inframerah yang dipancarkan materi pada kesetimbangan termal dan suhu untuk mewujudkan pemantauan dan pengendalian bidang suhu secara real-time selama pengelasan. Teknologi pengujian tak rusak gelombang elektromagnetik terutama mendeteksi cacat seperti penetrasi tidak lengkap dan retakan Hastelloy pada logam yang dilas dengan mengamati karakteristik perambatan dan anomali gelombang elektromagnetik. Teknologi deteksi akustik mengidentifikasi cacat pengelasan seperti porositas dengan menganalisis sinyal akustik yang dihasilkan selama pengelasan.
I. Perkembangan Metode Penginderaan Molten Pool Saat Ini
1. Konsep Penginderaan Visual dan Akustik
Singkatnya, penginderaan visual adalah teknologi pencitraan elektronik yang diterapkan pada peralatan produksi untuk pengendalian proses, pengendalian mekanis, pengendalian kualitas, dan tujuan lainnya. Sensor penglihatan (perangkat penangkap gambar, dibagi menjadi tipe CMOS dan CCD) menangkap gambar dan mengirimkannya ke unit pemrosesan. Melalui pemrosesan digital, sistem menilai dimensi, bentuk, dan warna berdasarkan distribusi piksel, kecerahan, warna, dan informasi lainnya, lalu mengontrol tindakan peralatan di lokasi sesuai dengan itu.
Otomatisasi dan kecerdasan proses pengelasan mewakili arah pengembangan teknologi pengelasan di masa depan. Namun, pengelasan adalah proses fisikokimia kompleks yang melibatkan gabungan efek listrik, cahaya, panas, gaya, dan faktor lainnya. Busur pengelasan adalah objek kontrol multi-input, multi-output, berpasangan kuat, nonlinier dengan variasi waktu dengan banyak faktor interferensi, menjadikannya tugas yang menantang. Untuk mengatasi hal ini, teknisi telah mengembangkan berbagai sensor busur—optik, akustik, mekanis, tegangan busur, dll.—untuk memantau proses pengelasan.
Sensor akustik terbuat dari bahan kristal tegangan. Dalam kondisi tertentu, frekuensi suara yang dipancarkan selama pembakaran busur sama dengan volume kolam cair. Dengan mendeteksi frekuensi suara, parameter karakteristik kolam cair dapat dipantulkan secara tidak langsung. Mereka terutama diterapkan dalam penginderaan penetrasi, deteksi cacat las, dan pelacakan jahitan dalam pengelasan lubang kunci plasma dan pengelasan laser. Sensor busur mengandalkan karakteristik yang melekat pada busur, seperti arus dan tegangan, dan saat ini digunakan terutama untuk pelacakan lapisan dan kontrol deposisi.
2. Teknologi Penginderaan Informasi Visual
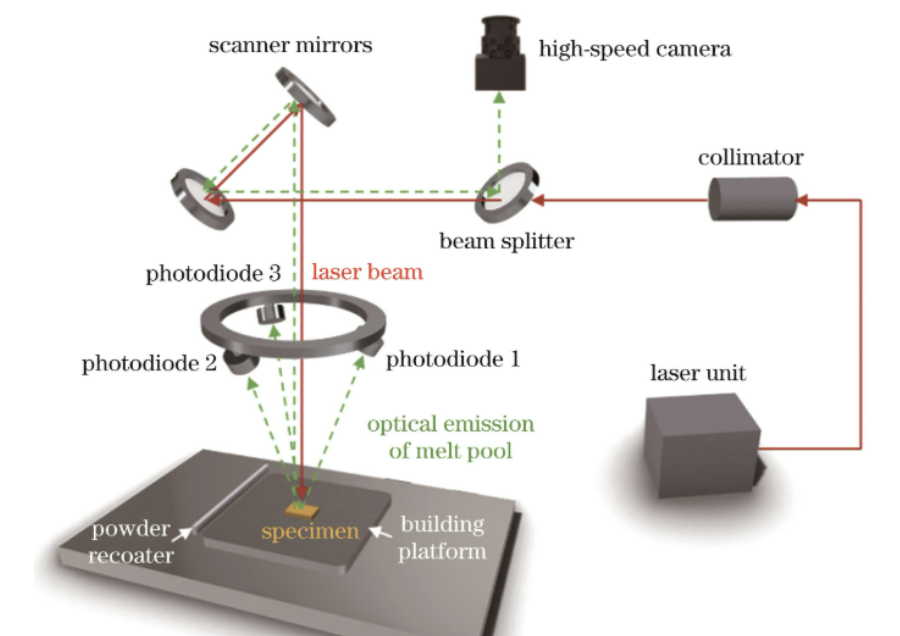
Penginderaan informasi visual robotik melibatkan tiga komponen: sensor penglihatan, sumber cahaya, dan perangkat keras/perangkat lunak untuk pemrosesan informasi visual. Dalam pengelasan busur, terdapat gangguan kuat seperti silau busur, percikan, dan asap, sehingga pemilihan metode penginderaan visual menjadi penting. Pada robot las busur, metode penglihatan diklasifikasikan menjadi penglihatan pasif dan penglihatan aktif berdasarkan sumber penerangan.
Penglihatan pasif menggunakan sistem yang terdiri dari cahaya busur atau sumber cahaya biasa dan kamera. Fiturnya adalah menyaring sebagian besar silau busur melalui sistem optik yang sesuai untuk mendapatkan gambar zona kolam cair yang jelas dan realistis.
Penglihatan aktif umumnya mengacu pada sistem penginderaan penglihatan yang terdiri dari sumber cahaya dan kamera terstruktur. Ia menggunakan sumber cahaya dengan panjang gelombang tertentu yang dapat dibedakan dari busur, memungkinkan sensor optik hanya menerima cahaya dengan panjang gelombang tersebut sambil menyaring silau busur.
3. Proses Pengolahan Gambar
Dalam kontrol pelacakan jahitan menggunakan teknologi penginderaan visual, sumber cahaya titik yang dipancarkan oleh dioda laser diubah menjadi sumber cahaya linier melalui lensa silinder dan diproyeksikan ke permukaan benda kerja. Dengan sinar laser yang menyinari secara vertikal dan penerimaan CCD secara miring, informasi dua dimensi dari permukaan benda kerja dan arah ketinggian diperoleh secara bersamaan.
Setelah menerima cahaya yang dipantulkan, CCD mengirimkan sinyal video ke kartu akuisisi gambar, yang mengubahnya menjadi sinyal digital 8-bit melalui konversi A/D dan mengirimkannya ke memori komputer melalui bus PCI melalui transfer interupsi. Program pengolah citra kemudian melakukan preprocessing (filtering, enhancement, dll) dan postprocessing (mengekstraksi garis tengah las, mendeteksi titik-titik sinyal karakteristik) untuk memperoleh sinyal deviasi. Algoritme kontrol menghasilkan sinyal kontrol, dan aktuator menggerakkan motor servo AC untuk bergerak ke atas, bawah, kiri, dan kanan untuk koreksi deviasi secara real-time.
II. Pengantar Teknologi Pemantauan Molten Pool
Pemantauan kolam cair adalah teknologi utama untuk memastikan kualitas proses dalam pembuatan aditif laser, pelapisan laser, pengelasan, dan aplikasi lainnya. Jenis dan prinsip umum adalah sebagai berikut:
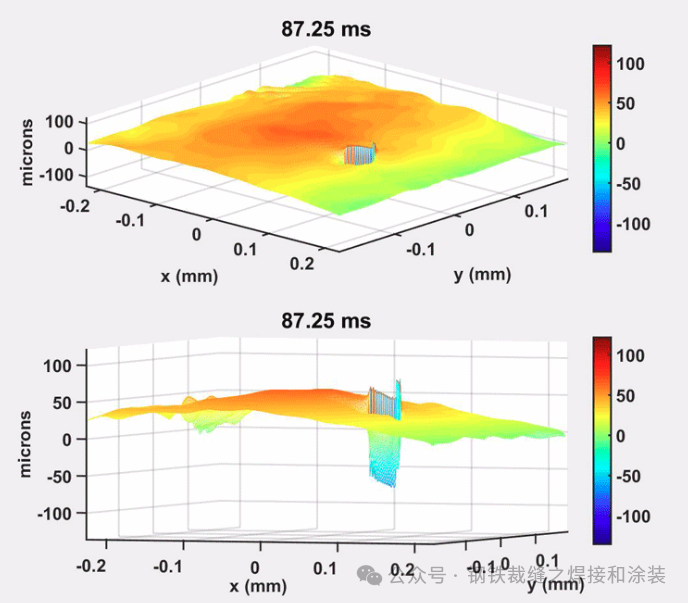
- Pemantauan pencitraan berbasis penglihatan: Kamera industri (CCD, CMOS) menangkap gambar kolam cair, dan algoritma pemrosesan gambar mengekstrak fitur morfologi seperti luas, panjang, lebar, dan kontur. Kamera dapat dipasang secara koaksial dengan kepala pemrosesan untuk menjaga kolam cair dan kamera relatif tidak bergerak, sehingga mengurangi persyaratan koreksi gambar. Metode ini secara intuitif mencerminkan perubahan morfologi makroskopis dari kumpulan lelehan dan memberikan dasar untuk penyesuaian parameter, namun dipengaruhi oleh kecerahan kumpulan lelehan, percikan, dan gangguan plasma; keakuratan dan ketahanan algoritma pemrosesan gambar sangat penting.
- Pemantauan bidang suhu: Peralatan pengukuran suhu non-kontak seperti kamera inframerah atau pirometer mengumpulkan data distribusi suhu dari kolam cair. Kamera inframerah memperoleh gambar termal dan menghitung bidang suhu melalui algoritma pencitraan termal; pirometer menentukan suhu dengan mengukur sinyal optik dengan panjang gelombang tertentu yang dipancarkan oleh kolam cair. Pemantauan bidang suhu mencerminkan keadaan termal dari kolam cair, membantu mengidentifikasi anomali seperti ketidakstabilan, panas berlebih lokal, atau pendinginan yang terlalu cepat, dan sangat penting untuk mengendalikan pemadatan dan mengurangi tegangan sisa dan cacat.
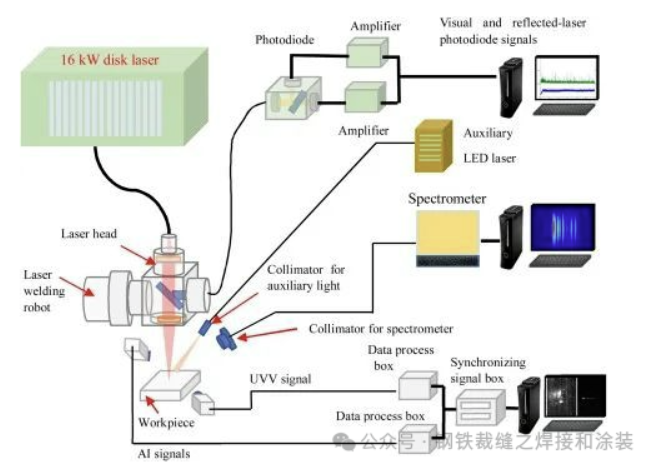
- Pemantauan berbasis spektroskopi: Spektrometer mengumpulkan sinyal spektral dari plasma cair. Analisis intensitas garis karakteristik dan rasio intensitas relatif menghasilkan data tentang komposisi bahan, kandungan unsur, suhu plasma, kerapatan elektron, dan informasi lainnya. Metode ini mencerminkan proses metalurgi kolam cair dari perspektif mikroskopis dan membantu mendeteksi potensi cacat yang disebabkan oleh komposisi material yang tidak normal, namun memerlukan spektrometer presisi tinggi dan penekanan gangguan lingkungan yang kuat.
- Pemantauan akustik: Termasuk Emisi Akustik (AE) dan Laser Ultrasonik (LU). AE menangkap sinyal dari pembentukan cacat seperti perambatan retak dan porositas, mengidentifikasi jenis dan lokasi cacat melalui analisis sinyal. LU menggunakan gelombang ultrasonik yang diinduksi laser untuk mendapatkan informasi kolam cair internal dengan mendeteksi karakteristik perambatan gelombang, menawarkan keunggulan ketahanan suhu tinggi non-kontak tetapi menuntut parameter laser dan sistem deteksi yang tepat.
Teknologi yang berbeda memiliki kekuatan dan kelemahan yang berbeda, dan sering kali dipilih atau digabungkan berdasarkan persyaratan proses, kebutuhan presisi, dan kondisi lingkungan.

AKU AKU AKU. Teknologi Pemantauan Kolam Las Terbaru
Pemantauan kolam las adalah bagian inti dari pengendalian kualitas pengelasan. Didorong oleh Industri 4.0 dan manufaktur cerdas, banyak teknologi terobosan telah muncul di bidang ini dalam beberapa tahun terakhir. Bagian ini secara sistematis memperkenalkan kemajuan terbaru dalam pemantauan kolam las, termasuk metode deteksi umum, aplikasi AI, teknologi fusi multi-sensor, dan kasus aplikasi industri.
1. Status Pengembangan Teknologi Deteksi Arus Utama
1.1 Teknologi Pencitraan Optik
Pencitraan optik adalah teknologi pemantauan kolam cair yang umum, dengan kemajuan terkini termasuk:
- Pencitraan Rentang Dinamis Tinggi (HDR).: Kamera industri dengan kecepatan bingkai tinggi 240Hz yang dikombinasikan dengan teknologi fusi multi-eksposur dengan jelas menangkap aliran kolam cair di bawah silau busur ekstrem hingga 10⁵ Lux.
- Triangulasi laser: Mencapai presisi ±0,01mm melalui proyeksi garis laser dan penerimaan sensor CMOS, menjadi solusi utama dalam manufaktur otomotif.
- Tomografi Koherensi Optik (OCT): Teknik pencitraan resolusi tinggi non-invasif untuk pemantauan penetrasi kolam cair secara real-time, sangat cocok untuk pengelasan presisi di ruang angkasa.
1.2 Teknologi Pemantauan Akustik
Pemantauan akustik menawarkan keuntungan unik dalam skenario tertentu:
- Pemantauan ultrasonik: Berlaku untuk pengelasan pelat tebal, mendeteksi cacat internal dengan kesalahan pengukuran tinggi cacat yang dikontrol dalam 1 mm.
- Analisis sinyal akustik busur: Judges molten pool status via characteristic acoustic signals in the 20–20,000Hz frequency band with response time <5ms, ideal for deep penetration welding.
1.3 Teknologi Pencitraan Termal Inframerah
Sistem pemantauan inframerah canggih menangkap distribusi medan suhu kolam cair secara real-time pada 800–1500°C. Dikombinasikan dengan algoritme AI, teknologi ini memungkinkan kompensasi deformasi termal, pelacakan pengelasan multi-lintasan multilapis, dan identifikasi cacat seperti fusi tidak lengkap dan undercut.
2. Penerapan Kecerdasan Buatan yang Inovatif dalam Deteksi Kolam Molten
2.1 Metrik Kinerja Model AI
- Tingkat kesalahan penilaian: Model CNN tingkat lanjut mengurangi tingkat deteksi cacat fusi tidak lengkap yang terlewat pada pengelasan paduan aluminium dari 8% menjadi 0,3%.
- Waktu respons: Embedded AI chips (e.g., NVIDIA Jetson) achieve millisecond-level detection, with some systems responding in <10ms.
- Pembelajaran adaptif: Sistem model besar industri Huagong Tech mencapai tingkat pengenalan lebih dari 98% untuk pengelasan berbentuk khusus melalui perpustakaan tipe alur yang telah dilatih sebelumnya.
2.2 Solusi Aplikasi AI pada umumnya
- Deteksi cacat pembelajaran mendalam: Berdasarkan arsitektur YOLOv7, secara bersamaan mengidentifikasi 6 cacat umum termasuk porositas, inklusi terak, dan fusi tidak lengkap dengan akurasi melebihi 99,5%.
- Sistem kembar digital: Membangun model kolam cair digital dari data real-time untuk memprediksi kualitas pengelasan dan mengoptimalkan parameter proses.
- Penggabungan data multimodal: Menggabungkan data visual, inframerah, dan akustik dengan pemfilteran Kalman untuk meningkatkan keandalan pemantauan.
3. Terobosan Teknologi Fusi Multi-Sensor
Fusi multi-sensor telah menjadi teknologi inti dalam otomatisasi pengelasan modern, yang secara signifikan meningkatkan presisi, stabilitas, dan keandalan deteksi genangan cair dengan mengintegrasikan data dari berbagai sensor.
3.1 Algoritma Fusi Khas
- Penyaringan Kalman: Fuses time-series data from multiple sensors to effectively reduce noise interference; enables real-time correction of torch posture in seam tracking with response delay <2ms.
- Pembelajaran mendalam: Pustaka tipe alur terlatih melalui jaringan saraf konvolusional meningkatkan tingkat pengenalan alur V, alur U, dan lasan berbentuk khusus lainnya hingga lebih dari 98%. Algoritme pengenalan cacat AI menganalisis 12 parameter termasuk lebar kolam cair, perkuatan, dan penyertaan terak secara real-time.
- Kontrol PID kabur: Menyesuaikan kecepatan dan offset pengelasan secara dinamis dikombinasikan dengan model kinematika obor; diterapkan di bengkel las otomotif, meningkatkan konsistensi kekuatan tubuh sebesar 30%.
- Fusi transformasi wavelet: Merancang aturan fusi untuk subband frekuensi rendah dan tinggi dari gambar kumpulan cair untuk meningkatkan informasi tepi.
3.2 Arsitektur Teknis Inti
Paten menunjukkan bahwa sistem multi-sensor terkemuka biasanya mencakup:
- Sensor pelacakan laser: Memberikan posisi spasial ±0,01mm.
- Sensor pemantauan kolam cair: Menangkap dinamika kolam cair melalui pencitraan HDR.
- Sensor pendeteksi suhu benda kerja: Memantau distribusi medan termal melalui inframerah.
3.3 Skema Penggabungan Data
Sistem yang dikembangkan oleh merek optoelektronik dalam negeri mengadopsi:
- Penginderaan visual: Kamera industri dengan kecepatan bingkai tinggi + proyeksi cahaya terstruktur untuk menyelesaikan kontur las 3D (presisi ±0,01 mm).
- Pemindaian laser: Sensor laser linier menangkap parameter geometri alur.
- Penginderaan busur: Membalikkan dinamika kolam cair melalui fluktuasi arus/tegangan untuk mengimbangi titik buta visual.
3.4 Keunggulan Kinerja
Dibandingkan dengan sistem teknologi tunggal, sistem multi-sensor:
- Tingkatkan presisi keseluruhan sebesar 40% dan beradaptasi dengan kondisi kerja yang kompleks seperti silau busur yang kuat, hujan rintik-rintik, dan asap.
- Mengurangi tingkat kegagalan sebesar 60%.
3.5 Kasus Aplikasi Industri yang Umum
- Manufaktur otomotif:
- Pengelasan panel cincin pintu: Sistem pelacakan laser Optoelektronik Leishuo mencapai presisi ±0,01mm, mengatasi deformasi termal melalui kompensasi dinamis, meningkatkan hasil pengelasan dari 92% menjadi 99,5%, dan menghemat lebih dari 3 juta yuan biaya pengerjaan ulang setiap tahun per lini produksi.
- Pengelasan body-in-white: Sistem penglihatan laser mengurangi waktu siklus dari 120 detik menjadi 85 detik per bagian dan tingkat percikan sebesar 75%.
- Pengelasan baki baterai energi baru: Tingkat kerusakan berkurang dari 5% menjadi di bawah 1%.
- Luar angkasa:
- Pengelasan komponen paduan titanium mencapai presisi tingkat 0,01 mm, mengatasi polusi cahaya pengelasan laser; menghindari deformasi termal yang mempengaruhi kinerja aerodinamis dalam pengelasan bilah turbin mesin.
- Peralatan energi:
- Pengelasan tertutup pada jaringan pipa tenaga nuklir dan pelacakan jahitan melingkar berdiameter besar pada menara turbin angin, menggantikan operasi manual yang berisiko tinggi.
- Pembangkit listrik termal meningkatkan efisiensi pemeliharaan kesalahan turbin uap sebesar 50% melalui akuisisi data sinkron 32 saluran.
- Elektronik presisi:
- Mendukung pengelasan konektor mikroelektronik yang efisien dengan sambungan solder di bawah 0,5 mm, memastikan kedap udara dan tidak ada sambungan dingin.
- Dalam pengelasan PCB, algoritma LAKNN meningkatkan akurasi registrasi gambar sebesar 30%, dengan presisi pengelasan ±0,01 mm.
IV. Analisis Biaya Teknologi Deteksi Kolam Las Terbaru
1. Ikhtisar Biaya Teknologi Deteksi Arus Utama
Menurut data pasar terbaru, biaya teknologi deteksi kolam las sangat bervariasi berdasarkan jenis, persyaratan presisi, dan skenario aplikasi. Kisaran harga untuk teknologi utama adalah sebagai berikut:
| Jenis Teknologi | Kisaran Harga (10.000 RMB) | Konfigurasi Khas | Skenario yang Berlaku |
|---|---|---|---|
| Pencitraan HDR Industri | 28,5–90 | Sistem galvanometer berkecepatan tinggi 500Hz, sensor spektral 8 saluran | Manufaktur otomotif, pengelasan industri umum |
| Sistem Pelacakan Laser 3D | 5–100 | Presisi ±0,05mm, mendukung kolaborasi multi-robot | Pengelasan cincin pintu otomotif, dirgantara |
| Pencitraan Termal Inframerah | 3–50 | Pengukuran suhu rentang luas 450°C, dapat disesuaikan 30–80kHz | Saluran pipa energi, pengelasan pelat tebal |
| Penggabungan Multi-Sensor | 10–286 | Gabungan laser + penglihatan + penginderaan busur | Manufaktur presisi, lasan berbentuk khusus |
| Sistem Deteksi AI | 20–200+ | Chip AI yang tertanam (misalnya Jetson), model ResNet-50 | Jalur produksi otomatis dengan presisi tinggi |
Catatan: Peralatan impor biasanya 1,5–3 kali lebih mahal dibandingkan merek dalam negeri; peralatan kelas dirgantara harganya 2–5 kali lipat dari peralatan kelas industri.
2. Efektivitas Biaya dalam Aplikasi Industri
(1) Manufaktur Otomotif
- Investasi awal:
- Jalur pengelasan cincin pintu: ~80–150 juta RMB (termasuk pelacakan 3D + pemeriksaan kualitas AI).
- Deteksi baki baterai: 50–100 juta RMB (sistem penglihatan laser).
- Manfaat:
- Siklus deteksi dipersingkat dari 45 detik menjadi 8 detik.
- Penghematan biaya pengerjaan ulang tahunan melebihi 3 juta yuan.
- Tingkat kerusakan berkurang dari 1,8% menjadi 0,05%.
(2) Luar Angkasa
- Biaya peralatan: Sistem deteksi paduan titanium ~200–500 juta RMB.
- Karakteristik pemeliharaan:
- Biaya pemeliharaan tahunan menyumbang 12–18% dari nilai peralatan, termasuk adaptasi lingkungan vakum.
- Sistem pemeliharaan prediktif mengurangi waktu henti yang tidak direncanakan sebesar 30%.
(3) Saluran Pipa Energi
- Solusi khas: 50–80 juta RMB (sistem khusus untuk jaringan pipa jarak jauh).
- Keuntungan biaya: Beradaptasi dengan perubahan diameter pipa, mengurangi jam kerja deteksi manual sebesar 70%.
3. Pengendalian Biaya dan Pengembangan Teknologi
- Substitusi dalam negeri: Merek dalam negeri 30–50% lebih murah dibandingkan merek impor, dengan keunggulan kinerja biaya yang menonjol.
- Pengurangan biaya teknologi:
- Kompresi model AI mengurangi kebutuhan perangkat keras sebesar 40%.
- Skema fusi multispektral mengurangi jumlah sensor.
- Optimalisasi pemeliharaan:
- Diagnosis jarak jauh mengurangi biaya layanan di tempat sebesar 50%.
- Desain modular mengurangi biaya suku cadang sebesar 35%.
V. Tantangan Teknis dan Tren Perkembangan Deteksi Kolam Las Fusi Multi-Sensor
1. Tantangan Teknis Utama
- Gangguan lingkungan: Cahaya busur yang kuat, percikan, dan asap menyebabkan redaman sinyal sensor. Solusi: Pencitraan multispektral untuk menghilangkan interferensi busur.
- Sinkronisasi data: Sampling frequency differences between sensors cause timing misalignment. Progress: EtherCAT-based synchronous systems with synchronization error <1µs.
- Persyaratan waktu nyata: Dinamika kolam cair yang cepat memerlukan respons tingkat milidetik. Terobosan: Penerapan komputasi tepi mengurangi latensi pemrosesan hingga 5 ms.
- Kalibrasi sensor: Akurasi registrasi spasial mempengaruhi kinerja fusi. Inovasi: Algoritme kalibrasi mandiri online memperpanjang siklus pemeliharaan sebanyak 3 kali lipat.
2. Tren Teknis Terkini
- Teknologi kembar digital: Konstruksi kembar digital kolam cair secara real-time untuk mensimulasikan dan memprediksi perilaku kolam. Diterapkan oleh perusahaan dirgantara, ini memperpendek siklus optimalisasi proses pengelasan sebesar 40%.
- Fusi yang ditingkatkan AI: Transfer learning rapidly adapts to new equipment types, compressing self-learning cycles from 72 hours to 3 hours. Defect interception rate reaches 98%, with automatic parameter adjustment response time <100ms.
- Teknologi anti-interferensi: Sakelar elektronik yang dikontrol secara magnetis dan dipatenkan tahan terhadap interferensi magnetik pengelasan yang kuat untuk menghindari kesalahan penilaian. Akuisisi sinkron multi-saluran yang dikombinasikan dengan pemfilteran adaptif meningkatkan rasio signal-to-noise sebesar 15dB.
- Miniaturisasi dan integrasi: Teknologi MEMS mengurangi ukuran sensor sebesar 50% dan konsumsi daya sebesar 30%. Sensor terintegrasi suhu-tekanan lebih kecil dan ringan, memenuhi persyaratan ringan otomotif.
3. Arah Pembangunan Masa Depan
- Pengelasan jarak jauh 5G: Komunikasi latensi rendah memungkinkan pemantauan jarak jauh bagi teknisi.
- Teknologi penginderaan kuantum: Peralatan pemantauan generasi berikutnya dengan resolusi 0,1 mikron sedang dikembangkan.
- Teknologi deteksi hijau: Sensor berdaya rendah dan aplikasi material berkelanjutan.
VI. Ringkasan Teknologi Pemantauan Kolam Molten Pengelasan
Dengan integrasi mendalam antara teknologi AI dan multi-sensor, deteksi kolam las beralih dari penilaian empiris ke pengambilan keputusan berdasarkan data.
Teknologi fusi multi-sensor secara signifikan meningkatkan presisi dan keandalan deteksi kolam cair dengan mengintegrasikan informasi visual, laser, inframerah, akustik, dan multi-sumber lainnya. Solusi arus utama saat ini mengadopsi perpaduan tingkat fitur yang dikombinasikan dengan algoritme pembelajaran mendalam, sehingga mencapai hasil luar biasa di bidang otomotif, dirgantara, dan bidang lainnya. Namun tantangan seperti gangguan lingkungan dan sinkronisasi data memerlukan terobosan berkelanjutan.
Tren masa depan akan fokus pada tiga arah:
- Integrasi mendalam teknologi simulasi digital twin dan real-time;
- Pemrosesan cerdas yang terlokalisasi yang didukung oleh chip AI edge;
- Integrasi yang lebih tinggi dimungkinkan oleh sensor MEMS baru.
Didorong oleh Industri 4.0, sistem fusi multi-sensor diharapkan dapat mencapai otonomi penuh dalam pengendalian kualitas pengelasan antara tahun 2025 dan 2030, sehingga mendorong manufaktur cerdas ke tingkat yang lebih tinggi.
Tinggalkan Balasan