
La dernière technologie de surveillance des piscines de soudure
La technologie de surveillance du soudage détecte les défauts et les anomalies pendant le soudage en mesurant en temps réel des paramètres tels que le courant, la tension, la température et le débit d'air. En surveillant ces paramètres, la forme de l'arc de soudage, la stabilité de l'arc, la profondeur de fusion du matériau et d'autres conditions peuvent être déterminées, permettant ainsi de contrôler la qualité du soudage.
À l'heure actuelle, les technologies courantes de surveillance du soudage comprennent la spectroscopie laser, la technologie du rayonnement infrarouge, la technologie de test non destructif par ondes électromagnétiques et la technologie de détection acoustique. Parmi elles, la spectroscopie laser est une technique de détection basée sur la spectroscopie d'émission atomique ou la spectroscopie d'absorption moléculaire, principalement utilisée pour la détection en ligne d'éléments d'alliage et d'éléments d'impuretés lors du soudage. La technologie du rayonnement infrarouge utilise la relation linéaire entre l'intensité du rayonnement infrarouge émis par la matière à l'équilibre thermique et la température pour réaliser une surveillance et un contrôle en temps réel du champ de température pendant le soudage. La technologie de contrôle non destructif par ondes électromagnétiques détecte principalement les défauts tels que la pénétration incomplète et les fissures Hastelloy dans les métaux soudés en observant les caractéristiques de propagation et les anomalies des ondes électromagnétiques. La technologie de détection acoustique identifie les défauts de soudage tels que la porosité en analysant les signaux acoustiques générés lors du soudage.
I. Développement actuel des méthodes de détection des piscines en fusion
1. Concepts de détection visuelle et acoustique
En bref, la détection visuelle est une technologie d'imagerie électronique appliquée aux équipements de production pour le contrôle des processus, le contrôle mécanique, le contrôle qualité et à d'autres fins. Les capteurs de vision (dispositifs de capture d'images, divisés en types CMOS et CCD) capturent des images et les transmettent à une unité de traitement. Grâce au traitement numérique, le système évalue les dimensions, les formes et les couleurs en fonction de la répartition des pixels, de la luminosité, de la couleur et d'autres informations, puis contrôle les actions des équipements sur site en conséquence.
L'automatisation et l'intelligence du processus de soudage représentent l'orientation future du développement de la technologie du soudage. Cependant, le soudage est un processus physico-chimique complexe impliquant les effets combinés de l’électricité, de la lumière, de la chaleur, de la force et d’autres facteurs. L'arc de soudage est un objet de contrôle non linéaire à variation temporelle, à entrées et sorties multiples, fortement couplé, avec de nombreux facteurs d'interférence, ce qui en fait une tâche difficile. Pour résoudre ce problème, les techniciens ont développé divers capteurs d'arc (optiques, acoustiques, mécaniques, tension d'arc, etc.) pour surveiller le processus de soudage.
Les capteurs acoustiques sont constitués de matériaux cristallins de tension. Dans certaines conditions, la fréquence sonore émise lors de la combustion de l'arc correspond parfaitement au volume du bain de fusion. En détectant la fréquence sonore, les paramètres caractéristiques du bain de fusion peuvent être indirectement reflétés. Ils sont principalement utilisés dans la détection de pénétration, la détection de défauts de soudure et le suivi des joints dans le soudage en trou de serrure au plasma et le soudage au laser. Les capteurs d'arc s'appuient sur les caractéristiques inhérentes de l'arc, telles que le courant et la tension, et sont actuellement utilisés principalement pour le suivi des joints et le contrôle des dépôts.
2. Technologie de détection d'informations visuelles
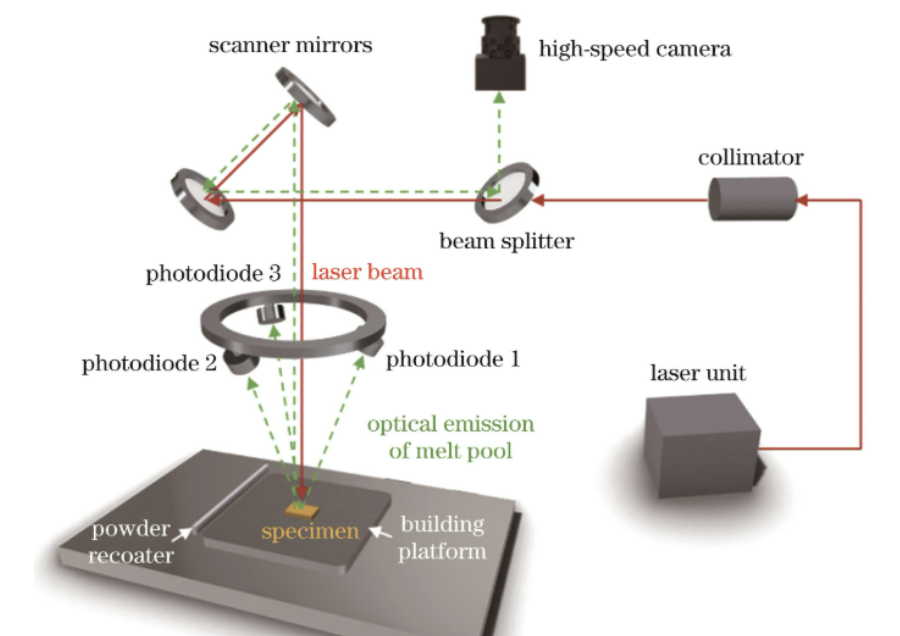
La détection robotique des informations visuelles implique trois composants : des capteurs de vision, des sources de lumière et du matériel/logiciel pour le traitement des informations visuelles. Dans le soudage à l'arc, de fortes interférences telles que l'éblouissement de l'arc, les éclaboussures et les fumées existent, ce qui rend critique le choix des méthodes de détection visuelle. Dans les robots de soudage à l'arc, les méthodes de vision sont classées en vision passive et vision active en fonction de la source d'éclairage.
La vision passive utilise un système composé de lumière à arc ou de sources lumineuses et de caméras ordinaires. Sa fonction consiste à filtrer la plupart des reflets d'arc grâce à un système optique approprié pour obtenir des images claires et réalistes de la zone du bassin en fusion.
La vision active fait généralement référence à un système de détection de vision composé de sources de lumière structurées et de caméras. Il utilise des sources lumineuses de longueurs d'onde spécifiques distinctes de l'arc, permettant au capteur optique de recevoir uniquement la lumière de cette longueur d'onde tout en filtrant l'éblouissement de l'arc.
3. Processus de traitement d'image
Dans le contrôle du suivi des coutures utilisant la technologie de détection visuelle, une source de lumière ponctuelle émise par une diode laser est convertie en source de lumière linéaire à travers une lentille cylindrique et projetée sur la surface de la pièce. Avec le faisceau laser irradiant verticalement et le CCD recevant obliquement, des informations bidimensionnelles sur la surface de la pièce et la direction de la hauteur sont obtenues simultanément.
Après avoir reçu la lumière réfléchie, le CCD envoie le signal vidéo à une carte d'acquisition d'image, qui le convertit en un signal numérique 8 bits via une conversion A/D et le transmet à la mémoire de l'ordinateur via le bus PCI via un transfert d'interruption. Les programmes de traitement d'image effectuent ensuite un prétraitement (filtrage, amélioration, etc.) et un post-traitement (extraction de la ligne médiane de la soudure, détection des points de signal caractéristiques) pour obtenir des signaux de déviation. Les algorithmes de contrôle génèrent des signaux de contrôle et les actionneurs entraînent les servomoteurs AC pour qu'ils se déplacent vers le haut, le bas, la gauche et la droite pour une correction des écarts en temps réel.
II. Introduction aux technologies de surveillance des piscines en fusion
La surveillance des piscines en fusion est une technologie clé pour garantir la qualité des processus dans la fabrication additive laser, le revêtement laser, le soudage et d'autres applications. Les types et principes courants sont les suivants :
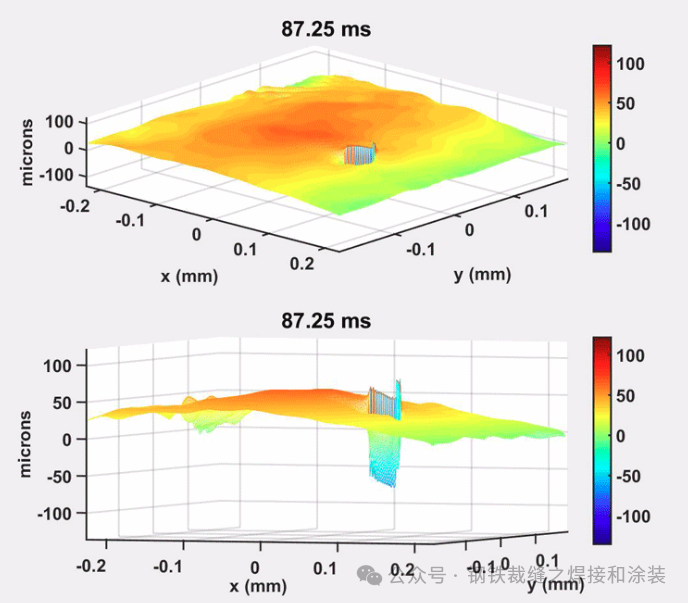
- Surveillance d'imagerie basée sur la vision: Les caméras industrielles (CCD, CMOS) capturent des images de bassins en fusion et des algorithmes de traitement d'images extraient des caractéristiques morphologiques telles que la surface, la longueur, la largeur et le contour. Les caméras peuvent être montées coaxialement avec la tête de traitement pour maintenir le bain de fusion et la caméra relativement stationnaires, réduisant ainsi les besoins de correction d'image. Cette méthode reflète intuitivement les changements morphologiques macroscopiques du bain de fusion et fournit une base pour l'ajustement des paramètres, mais est affectée par la luminosité du bain de fusion, les projections et les interférences du plasma ; la précision et la robustesse des algorithmes de traitement d’images sont essentielles.
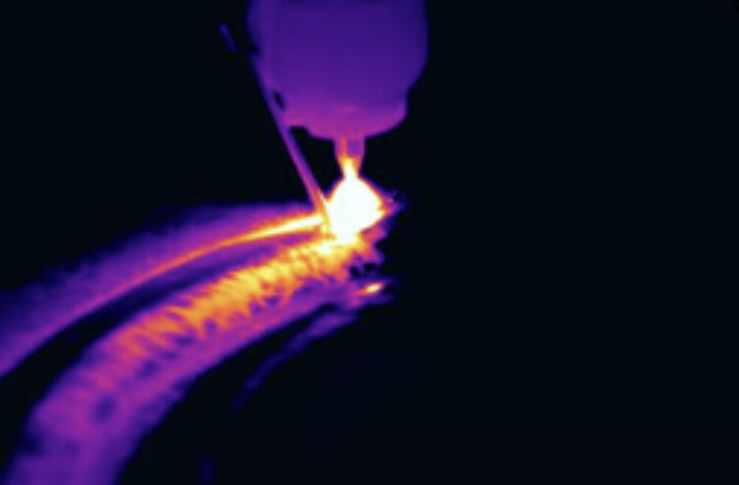
- Surveillance du champ de température: Les équipements de mesure de la température sans contact tels que les caméras infrarouges ou les pyromètres collectent des données sur la répartition de la température du bain de fusion. Les caméras infrarouges obtiennent des images thermiques et calculent les champs de température via des algorithmes d'imagerie thermique ; les pyromètres déterminent les températures en mesurant les signaux optiques d'une longueur d'onde spécifique rayonnés par le bain de fusion. La surveillance du champ de température reflète l'état thermique du bain de fusion, aidant à identifier des anomalies telles qu'une instabilité, une surchauffe locale ou un refroidissement trop rapide, et est essentielle pour contrôler la solidification et réduire les contraintes et défauts résiduels.
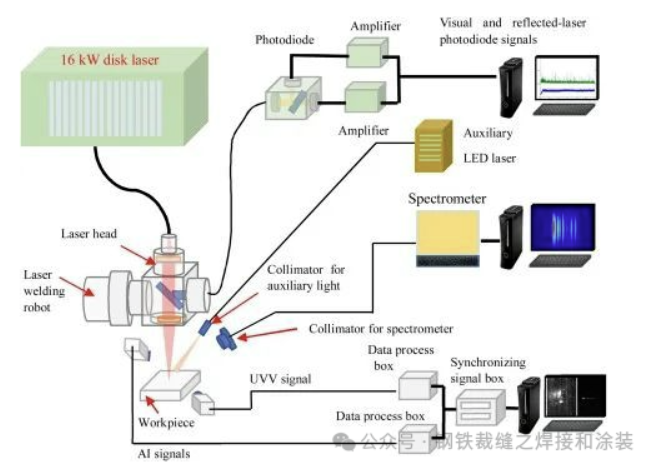
- Surveillance basée sur la spectroscopie: Les spectromètres collectent les signaux spectraux du plasma en fusion. L'analyse de l'intensité des raies caractéristiques et des rapports d'intensité relative fournit des données sur la composition du matériau, la teneur en éléments, la température du plasma, la densité électronique et d'autres informations. Cette méthode reflète le processus métallurgique du bain de fusion d'un point de vue microscopique et aide à détecter les défauts potentiels causés par une composition anormale des matériaux, mais nécessite des spectromètres de haute précision et une forte suppression des interférences environnementales.
- Surveillance acoustique: Comprend l'émission acoustique (AE) et les ultrasons laser (LU). AE capture les signaux provenant de la formation de défauts tels que la propagation des fissures et la porosité, identifiant le type et l'emplacement du défaut grâce à l'analyse des signaux. LU utilise des ondes ultrasonores induites par laser pour obtenir des informations sur le bain de fusion interne en détectant les caractéristiques de propagation des ondes, offrant des avantages de résistance sans contact et à haute température, mais exigeant des paramètres laser et des systèmes de détection précis.
Différentes technologies ont des forces et des faiblesses distinctes et sont souvent sélectionnées ou combinées en fonction des exigences du processus, des besoins de précision et des conditions environnementales.

III. Les dernières technologies de surveillance des piscines de soudure
La surveillance des bains de soudure est un élément essentiel du contrôle qualité du soudage. Sous l’impulsion de l’Industrie 4.0 et de la fabrication intelligente, de nombreuses technologies révolutionnaires ont vu le jour dans ce domaine ces dernières années. Cette section présente systématiquement les dernières avancées en matière de surveillance des bains de soudure, y compris les méthodes de détection traditionnelles, les applications d'IA, la technologie de fusion multicapteurs et les cas d'application industrielle.
1. État de développement des technologies de détection grand public
1.1 Technologie d'imagerie optique
L'imagerie optique est la technologie dominante de surveillance des piscines en fusion, avec des avancées récentes, notamment :
- Imagerie à plage dynamique élevée (HDR): Les caméras industrielles à fréquence d'image élevée de 240 Hz combinées à la technologie de fusion multi-exposition capturent clairement le flux de piscine en fusion sous un éblouissement extrême de l'arc jusqu'à 10⁵ Lux.
- Triangulation laser: Atteint une précision de ± 0,01 mm via la projection de bande laser et la réception du capteur CMOS, devenant ainsi une solution courante dans la fabrication automobile.
- Tomographie par cohérence optique (OCT): Une technique d'imagerie non invasive à haute résolution pour la surveillance en temps réel de la pénétration des bains de fusion, particulièrement adaptée au soudage de précision dans l'aérospatiale.
1.2 Technologie de surveillance acoustique
La surveillance acoustique offre des avantages uniques dans des scénarios spécifiques :
- Surveillance par ultrasons: Applicable au soudage de plaques épaisses, détectant les défauts internes avec une erreur de mesure de la hauteur des défauts contrôlée à moins de 1 mm.
- Analyse du signal acoustique d'arc: Judges molten pool status via characteristic acoustic signals in the 20–20,000Hz frequency band with response time <5ms, ideal for deep penetration welding.
1.3 Technologie d’imagerie thermique infrarouge
Les systèmes de surveillance infrarouge de pointe capturent en temps réel la répartition du champ de température des piscines en fusion entre 800 et 1 500 °C. Associés à des algorithmes d'IA, ils permettent la compensation des déformations thermiques, le suivi du soudage multicouche multi-passes et l'identification des défauts tels qu'une fusion incomplète et une contre-dépouille.
2. Applications innovantes de l’intelligence artificielle dans la détection des piscines en fusion
2.1 Mesures de performances du modèle d'IA
- Taux d'erreur de jugement: Les modèles CNN avancés réduisent le taux de détection manquée des défauts de fusion incomplète dans le soudage des alliages d'aluminium de 8 % à 0,3 %.
- Temps de réponse: Embedded AI chips (e.g., NVIDIA Jetson) achieve millisecond-level detection, with some systems responding in <10ms.
- Apprentissage adaptatif: Le système industriel grand modèle de Huagong Tech atteint un taux de reconnaissance de plus de 98 % pour les soudures de formes spéciales grâce à une bibliothèque de types de rainures pré-entraînées.
2.2 Solutions d'applications d'IA typiques
- Détection des défauts d'apprentissage profond: Basé sur l'architecture YOLOv7, identifie simultanément 6 défauts courants, dont la porosité, l'inclusion de scories et la fusion incomplète avec une précision supérieure à 99,5 %.
- Systèmes de jumeaux numériques: Construisez des modèles numériques de bain de fusion à partir de données en temps réel pour prédire la qualité du soudage et optimiser les paramètres du processus.
- Fusion de données multimodales: Combine les données visuelles, infrarouges et acoustiques avec le filtrage de Kalman pour améliorer la fiabilité de la surveillance.
3. Percées dans la technologie de fusion multi-capteurs
La fusion multicapteurs est devenue une technologie essentielle dans l'automatisation moderne du soudage, améliorant considérablement la précision, la stabilité et la fiabilité de la détection des bains de fusion en intégrant les données de différents capteurs.
3.1 Algorithmes de fusion typiques
- Filtrage de Kalman: Fuses time-series data from multiple sensors to effectively reduce noise interference; enables real-time correction of torch posture in seam tracking with response delay <2ms.
- Apprentissage profond: Les bibliothèques de types de rainures pré-entraînées via des réseaux neuronaux convolutifs augmentent les taux de reconnaissance des soudures à rainure en V, en U et autres soudures de forme spéciale à plus de 98 %. Les algorithmes de reconnaissance des défauts d'IA analysent 12 paramètres, notamment la largeur du bain de fusion, le renforcement et l'inclusion de scories en temps réel.
- Contrôle PID flou: Ajuste dynamiquement la vitesse et le décalage de soudage en combinaison avec le modèle cinématique de la torche ; appliqué dans un atelier de soudage automobile, il a amélioré la constance de la résistance de la carrosserie de 30 %.
- Fusion par transformée en ondelettes: Conçoit des règles de fusion pour les sous-bandes basse et haute fréquence des images de bassin en fusion afin d'améliorer les informations de bord.
3.2 Architecture technique de base
Les brevets montrent que les principaux systèmes multicapteurs comprennent généralement :
- Capteur de suivi laser: Fournit un positionnement spatial de ±0,01 mm.
- Capteur de surveillance de piscine en fusion: Capture la dynamique du bassin en fusion via l'imagerie HDR.
- Capteur de détection de température de la pièce: Surveille la distribution du champ thermique via infrarouge.
3.3 Schémas de fusion de données
Un système développé par une marque optoélectronique nationale adopte :
- Détection visuelle: Caméras industrielles à cadence élevée + projection de lumière structurée pour résoudre les contours de soudure 3D (précision de ±0,01 mm).
- Numérisation laser: Les capteurs laser linéaires capturent les paramètres géométriques des rainures.
- Détection d'arc: Inverse la dynamique du bassin de fusion via les fluctuations de courant/tension pour compenser les angles morts visuels.
3.4 Avantages en termes de performances
Par rapport aux systèmes mono-technologie, les systèmes multi-capteurs :
- Améliorez la précision globale de 40 % et adaptez-vous aux conditions de travail complexes telles que les forts reflets d’arc, les éclaboussures et la fumée.
- Réduisez le taux d’échec de 60 %.
3.5 Cas d'application industrielle typiques
- Fabrication automobile:
- Soudage des panneaux d'anneau de porte : le système de suivi laser optoélectronique Leishuo atteint une précision de ± 0,01 mm, résout la déformation thermique via une compensation dynamique, augmente le rendement de soudage de 92 % à 99,5 % et permet d'économiser plus de 3 millions de yuans en coûts de reprise par an par ligne de production.
- Soudage corps en blanc : les systèmes de vision laser réduisent le temps de cycle de 120 s à 85 s par pièce et le taux de projections de 75 %.
- Soudage des plateaux de batteries à nouvelle énergie : taux de défauts réduit de 5 % à moins de 1 %.
- Aérospatial:
- Le soudage des composants en alliage de titane atteint une précision de 0,01 mm, surmontant ainsi la pollution lumineuse du soudage laser ; évite la déformation thermique affectant les performances aérodynamiques lors du soudage des aubes de turbine de moteur.
- Équipements énergétiques:
- Soudage étanche des canalisations d'énergie nucléaire et suivi des joints circulaires de grand diamètre des tours d'éoliennes, remplaçant les opérations manuelles à haut risque.
- Une centrale thermique a amélioré de 50 % l’efficacité de la maintenance des pannes de turbine à vapeur grâce à l’acquisition de données synchrone à 32 canaux.
- Electronique de précision:
- Prend en charge le soudage efficace des connecteurs microélectroniques avec des joints de soudure inférieurs à 0,5 mm, garantissant l'étanchéité à l'air et l'absence de joints froids.
- Lors du soudage de PCB, l'algorithme LAKNN améliore la précision de l'enregistrement des images de 30 %, avec une précision de soudage de ±0,01 mm.
IV. Analyse des coûts des dernières technologies de détection de bassins de soudure
1. Aperçu des coûts des technologies de détection grand public
Selon les dernières données du marché, les coûts des technologies de détection de bain de soudure varient considérablement selon le type, les exigences de précision et les scénarios d'application. Les fourchettes de prix des principales technologies sont les suivantes :
| Type de technologie | Fourchette de prix (10 000 RMB) | Configuration typique | Scénarios applicables |
|---|---|---|---|
| Imagerie HDR industrielle | 28,5-90 | Système de galvanomètre haute vitesse 500 Hz, capteur spectral à 8 canaux | Fabrication automobile, soudage industriel général |
| Système de suivi laser 3D | 5 à 100 | Précision de ± 0,05 mm, prend en charge la collaboration multi-robots | Soudage d'anneaux de porte automobile, aéronautique |
| Imagerie thermique infrarouge | 3 à 50 | Mesure de température sur une large plage de 450 °C, réglable de 30 à 80 kHz | Conduites d'énergie, soudage de plaques épaisses |
| Fusion multi-capteurs | 10-286 | Combiné laser + vision + détection d'arc | Fabrication de précision, soudures de formes spéciales |
| Système de détection IA | 20 à 200+ | Puce IA intégrée (par exemple, Jetson), modèle ResNet-50 | Lignes de production automatisées de haute précision |
Remarque : les équipements importés sont généralement 1,5 à 3 fois plus chers que les marques nationales ; Les équipements de qualité aérospatiale coûtent 2 à 5 fois ceux de qualité industrielle.
2. Rentabilité dans les applications industrielles
(1) Fabrication automobile
- Investissement initial:
- Ligne de soudage d'anneaux de porte : environ 80 à 150 millions de RMB (y compris le suivi 3D + l'inspection qualité par l'IA).
- Détection du plateau de batterie : 50 à 100 millions de RMB (système de vision laser).
- Avantages:
- Cycle de détection raccourci de 45s à 8s.
- Les économies annuelles sur les coûts de retouche dépassent 3 millions de yuans.
- Taux de défauts réduit de 1,8% à 0,05%.
(2) Aérospatiale
- Coût de l'équipement: Systèmes de détection d'alliages de titane ~ 200 à 500 millions de RMB.
- Caractéristiques d'entretien:
- Le coût de maintenance annuel représente 12 à 18 % de la valeur de l'équipement, y compris l'adaptation à l'environnement sous vide.
- Les systèmes de maintenance prédictive réduisent les temps d'arrêt imprévus de 30 %.
(3) Pipelines énergétiques
- Solution typique: 50 à 80 millions de RMB (système spécial pour les pipelines longue distance).
- Avantages en termes de coûts: S'adapte aux changements de diamètre des tuyaux, réduisant de 70 % les heures de travail de détection manuelle.
3. Contrôle des coûts et développement technologique
- Substitution nationale: Les marques nationales sont 30 à 50 % moins chères que leurs homologues importées, avec des avantages coût-performance notables.
- Réduction des coûts technologiques:
- La compression du modèle d'IA réduit les exigences matérielles de 40 %.
- Les schémas de fusion multispectrale réduisent le nombre de capteurs.
- Optimisation de la maintenance:
- Le diagnostic à distance réduit les coûts de maintenance sur site de 50 %.
- La conception modulaire réduit les coûts des pièces de rechange de 35 %.
V. Défis techniques et tendances de développement de la détection de bassins de soudure par fusion multicapteurs
1. Défis techniques majeurs
- Interférence environnementale: Les forts reflets d'arc, les éclaboussures et les fumées provoquent une atténuation du signal du capteur. Solution : Imagerie multispectrale pour éliminer les interférences d’arc.
- Synchronisation des données: Sampling frequency differences between sensors cause timing misalignment. Progress: EtherCAT-based synchronous systems with synchronization error <1µs.
- Exigences en temps réel: La dynamique rapide du bassin en fusion exige une réponse de l’ordre de la milliseconde. Percée : le déploiement de l'Edge Computing réduit la latence de traitement à moins de 5 ms.
- Calibrage du capteur: La précision de l'enregistrement spatial affecte les performances de fusion. Innovation : les algorithmes d'auto-étalonnage en ligne prolongent les cycles de maintenance de 3 fois.
2. Dernières tendances techniques
- Technologie de jumeau numérique: Construction en temps réel de jumeaux numériques de bassins de fusion pour simuler et prédire le comportement des bassins. Appliqué par une entreprise aérospatiale, il a raccourci de 40 % le cycle d’optimisation du processus de soudage.
- Fusion améliorée par l'IA: Transfer learning rapidly adapts to new equipment types, compressing self-learning cycles from 72 hours to 3 hours. Defect interception rate reaches 98%, with automatic parameter adjustment response time <100ms.
- Technologie anti-interférence: Les commutateurs électroniques brevetés à commande magnétique résistent aux fortes interférences magnétiques de soudage pour éviter toute erreur de jugement. L'acquisition synchrone multicanal combinée au filtrage adaptatif améliore le rapport signal/bruit de 15 dB.
- Miniaturisation et intégration: La technologie MEMS réduit la taille du capteur de 50 % et la consommation électrique de 30 %. Les capteurs intégrés de température et de pression sont plus petits et plus légers, répondant aux exigences de légèreté de l'automobile.
3. Orientations futures du développement
- Soudage à distance 5G: La communication à faible latence permet une surveillance à distance par l'ingénieur.
- Technologie de détection quantique: Un équipement de surveillance de nouvelle génération avec une résolution de 0,1 micron est en cours de développement.
- Technologie de détection verte: Capteurs basse consommation et applications matérielles durables.
VI. Résumé de la technologie de surveillance des piscines en fusion lors du soudage
Grâce à l'intégration profonde de l'IA et des technologies multicapteurs, la détection des bains de fusion passe du jugement empirique à la prise de décision basée sur les données.
La technologie de fusion multicapteurs améliore considérablement la précision et la fiabilité de la détection des piscines en fusion en intégrant des informations visuelles, laser, infrarouges, acoustiques et autres informations multi-sources. Les solutions grand public actuelles adoptent une fusion au niveau des fonctionnalités combinée à des algorithmes d'apprentissage profond, obtenant des résultats remarquables dans les domaines de l'automobile, de l'aérospatiale et d'autres domaines. Cependant, des défis tels que les interférences environnementales et la synchronisation des données nécessitent des avancées continues.
Les tendances futures se concentreront sur trois directions :
- Intégration profonde du jumeau numérique et de la technologie de simulation en temps réel ;
- Traitement intelligent localisé renforcé par des puces d'IA de pointe ;
- Une intégration plus élevée rendue possible par les nouveaux capteurs MEMS.
Poussés par l’Industrie 4.0, les systèmes de fusion multicapteurs devraient atteindre une autonomie totale en matière de contrôle qualité du soudage entre 2025 et 2030, propulsant la fabrication intelligente vers de nouveaux sommets.
Laisser une réponse