
La última tecnología de monitoreo de baños de soldadura
La tecnología de monitoreo de soldadura detecta defectos y anomalías durante la soldadura mediante la medición en tiempo real de parámetros como corriente, voltaje, temperatura y flujo de aire. Al monitorear estos parámetros, se puede determinar la forma del arco de soldadura, la estabilidad del arco, la profundidad de fusión del material y otras condiciones, logrando así control sobre la calidad de la soldadura.
En la actualidad, las tecnologías comunes de monitoreo de soldadura incluyen espectroscopia láser, tecnología de radiación infrarroja, tecnología de prueba no destructiva de ondas electromagnéticas y tecnología de detección acústica. Entre ellos, la espectroscopia láser es una técnica de detección basada en la espectroscopia de emisión atómica o la espectroscopia de absorción molecular, que se utiliza principalmente para la detección en línea de elementos de aleación y elementos de impureza durante la soldadura. La tecnología de radiación infrarroja utiliza la relación lineal entre la intensidad de la radiación infrarroja emitida por la materia en equilibrio térmico y la temperatura para realizar el monitoreo y control en tiempo real del campo de temperatura durante la soldadura. La tecnología de prueba no destructiva de ondas electromagnéticas detecta principalmente defectos como penetración incompleta y grietas de Hastelloy en metales soldados mediante la observación de las características de propagación y anomalías de las ondas electromagnéticas. La tecnología de detección acústica identifica defectos de soldadura, como la porosidad, mediante el análisis de las señales acústicas generadas durante la soldadura.
I. Desarrollo actual de métodos de detección de piscinas fundidas
1. Conceptos de detección visual y acústica
En resumen, la detección visual es una tecnología de imágenes electrónicas aplicada en equipos de producción para control de procesos, control mecánico, control de calidad y otros fines. Los sensores de visión (dispositivos de captura de imágenes, divididos en tipos CMOS y CCD) capturan imágenes y las transmiten a una unidad de procesamiento. A través del procesamiento digital, el sistema juzga las dimensiones, formas y colores basándose en la distribución de píxeles, el brillo, el color y otra información, y luego controla las acciones del equipo en el sitio en consecuencia.
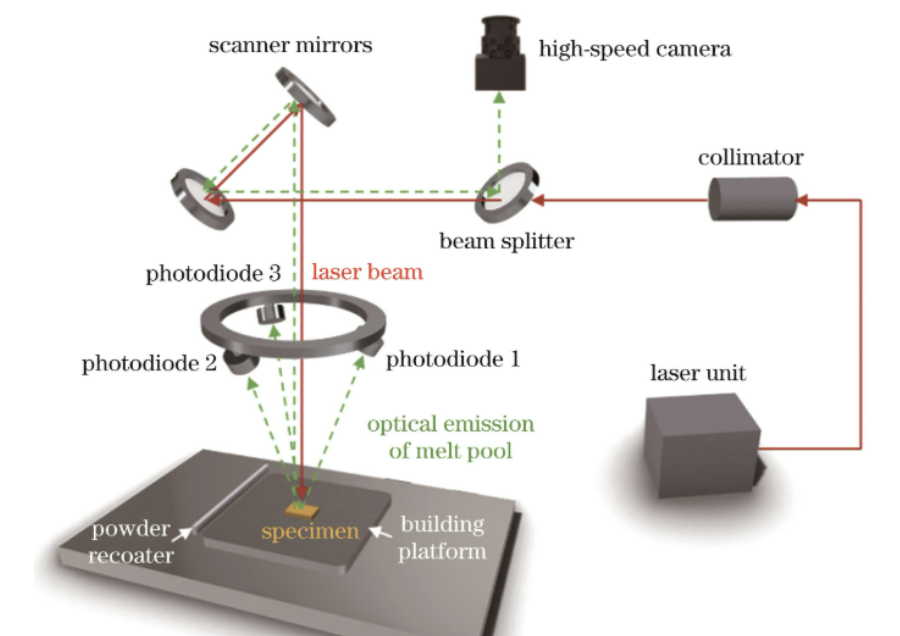
La automatización y la inteligencia del proceso de soldadura representan la dirección futura del desarrollo de la tecnología de soldadura. Sin embargo, la soldadura es un proceso fisicoquímico complejo que involucra los efectos combinados de la electricidad, la luz, el calor, la fuerza y otros factores. El arco de soldadura es un objeto de control no lineal, variable en el tiempo, con múltiples entradas y múltiples salidas, fuertemente acoplado y con numerosos factores de interferencia, lo que lo convierte en una tarea desafiante. Para abordar esto, los técnicos han desarrollado varios sensores de arco (ópticos, acústicos, mecánicos, voltaje de arco, etc.) para monitorear el proceso de soldadura.
Los sensores acústicos están hechos de materiales cristalinos de voltaje. Bajo ciertas condiciones, la frecuencia del sonido emitido durante la combustión del arco corresponde uno a uno con el volumen del baño fundido. Al detectar la frecuencia del sonido, se pueden reflejar indirectamente los parámetros característicos del baño fundido. Se aplican principalmente en detección de penetración, detección de defectos de soldadura y seguimiento de costuras en soldadura por plasma y soldadura láser. Los sensores de arco dependen de las características inherentes del arco, como la corriente y el voltaje, y actualmente se utilizan principalmente para el seguimiento de costuras y el control de deposición.
2. Tecnología de detección de información visual
La detección robótica de información visual implica tres componentes: sensores de visión, fuentes de luz y hardware/software para el procesamiento de información visual. En la soldadura por arco, existen fuertes interferencias como el resplandor del arco, salpicaduras y humos, lo que hace que la selección de métodos de detección visual sea crítica. En los robots de soldadura por arco, los métodos de visión se clasifican en visión pasiva y visión activa según la fuente de iluminación.
La visión pasiva utiliza un sistema compuesto por luz de arco o fuentes de luz ordinarias y cámaras. Su característica es filtrar la mayor parte del resplandor del arco a través de un sistema óptico apropiado para obtener imágenes claras y realistas de la zona de la piscina fundida.
La visión activa generalmente se refiere a un sistema de detección de visión compuesto por cámaras y fuentes de luz estructuradas. Utiliza fuentes de luz de longitudes de onda específicas distinguibles del arco, lo que permite que el sensor óptico reciba solo luz de esa longitud de onda mientras filtra el resplandor del arco.
3. Proceso de procesamiento de imágenes
En el control del seguimiento de la costura mediante tecnología de detección visual, una fuente de luz puntual emitida por un diodo láser se convierte en una fuente de luz lineal a través de una lente cilíndrica y se proyecta sobre la superficie de la pieza de trabajo. Con el rayo láser irradiando verticalmente y el CCD recibiendo oblicuamente, se obtiene simultáneamente información bidimensional de la superficie de la pieza de trabajo y la dirección de la altura.
Después de recibir la luz reflejada, el CCD envía la señal de vídeo a una tarjeta de adquisición de imágenes, que la convierte en una señal digital de 8 bits mediante conversión A/D y la transmite a la memoria de la computadora a través del bus PCI mediante transferencia de interrupción. Luego, los programas de procesamiento de imágenes realizan un preprocesamiento (filtrado, mejora, etc.) y un posprocesamiento (extracción de la línea central de la soldadura, detección de puntos de señal característicos) para obtener señales de desviación. Los algoritmos de control generan señales de control y los actuadores impulsan los servomotores de CA para que se muevan hacia arriba, abajo, izquierda y derecha para corregir la desviación en tiempo real.
II. Introducción a las tecnologías de monitoreo de piscinas fundidas
El monitoreo de piscinas fundidas es una tecnología clave para garantizar la calidad del proceso en la fabricación de aditivos láser, revestimiento láser, soldadura y otras aplicaciones. Los tipos y principios comunes son los siguientes:
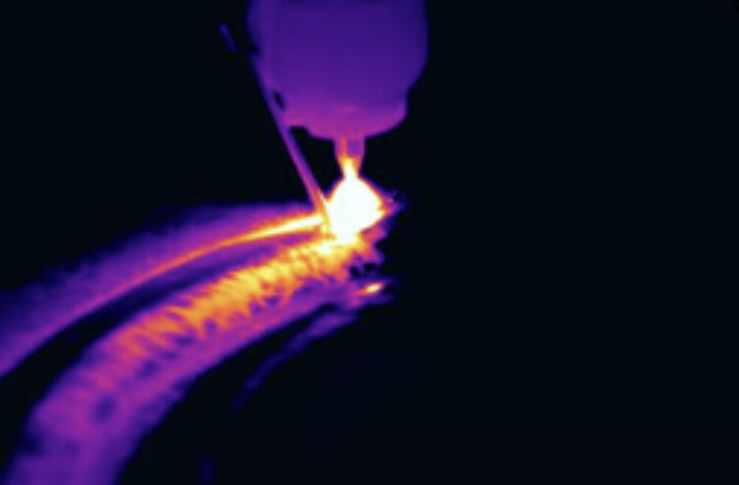
- Monitoreo de imágenes basado en la visión: Las cámaras industriales (CCD, CMOS) capturan imágenes de charcos fundidos y los algoritmos de procesamiento de imágenes extraen características morfológicas como área, longitud, ancho y contorno. Las cámaras se pueden montar coaxialmente con el cabezal de procesamiento para mantener el baño fundido y la cámara relativamente estacionarias, lo que reduce los requisitos de corrección de imágenes. Este método refleja intuitivamente los cambios morfológicos macroscópicos del baño fundido y proporciona una base para el ajuste de parámetros, pero se ve afectado por el brillo, las salpicaduras y la interferencia del plasma del baño fundido; La precisión y solidez de los algoritmos de procesamiento de imágenes son fundamentales.
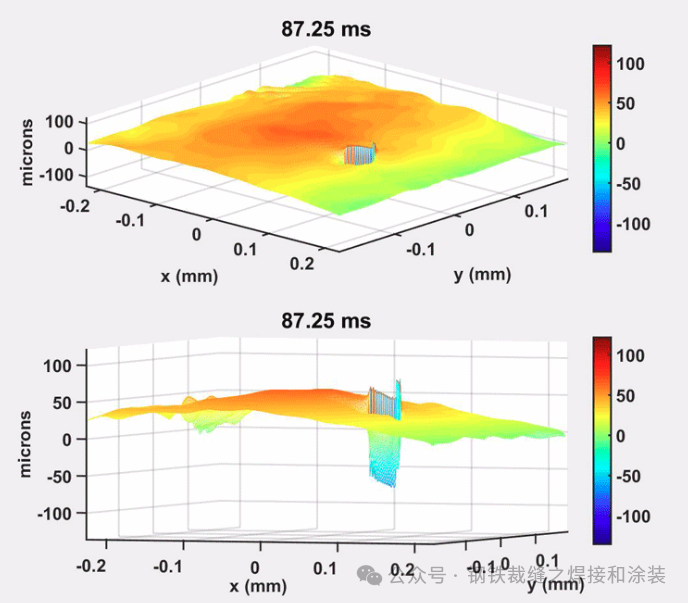
- Monitoreo de campo de temperatura: Los equipos de medición de temperatura sin contacto, como cámaras infrarrojas o pirómetros, recopilan datos de distribución de temperatura del baño fundido. Las cámaras infrarrojas obtienen imágenes térmicas y calculan campos de temperatura mediante algoritmos de imágenes térmicas; Los pirómetros determinan las temperaturas midiendo señales ópticas de longitud de onda específica radiadas por el baño fundido. El monitoreo de temperatura en el campo refleja el estado térmico del baño fundido, lo que ayuda a identificar anomalías como inestabilidad, sobrecalentamiento local o enfriamiento excesivamente rápido, y es vital para controlar la solidificación y reducir la tensión y los defectos residuales.
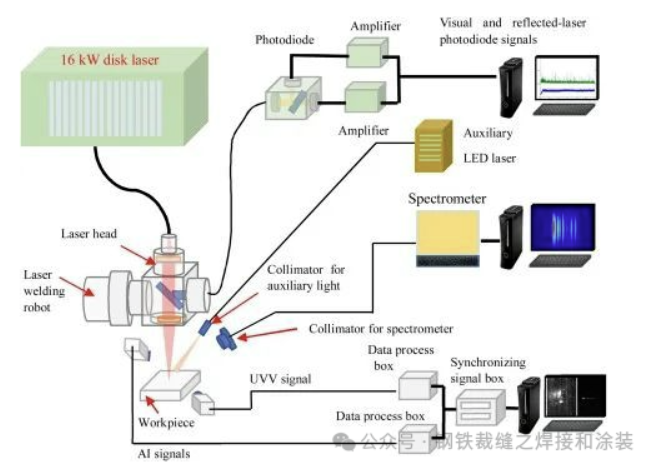
- Monitoreo basado en espectroscopia: Los espectrómetros recogen señales espectrales del plasma fundido. El análisis de la intensidad de la línea característica y las relaciones de intensidad relativa arroja datos sobre la composición del material, el contenido de elementos, la temperatura del plasma, la densidad de electrones y otra información. Este método refleja el proceso metalúrgico del baño fundido desde una perspectiva microscópica y ayuda a detectar posibles defectos causados por una composición anormal del material, pero requiere espectrómetros de alta precisión y una fuerte supresión de interferencias ambientales.
- Monitoreo acústico: Incluye Emisión Acústica (AE) y Ultrasonidos Láser (LU). AE captura señales de la formación de defectos, como la propagación de grietas y la porosidad, identificando el tipo y la ubicación del defecto mediante el análisis de señales. LU utiliza ondas ultrasónicas inducidas por láser para obtener información interna del baño fundido mediante la detección de características de propagación de ondas, lo que ofrece ventajas de resistencia a altas temperaturas y sin contacto, pero exige parámetros láser y sistemas de detección precisos.
Las diferentes tecnologías tienen distintas fortalezas y debilidades y, a menudo, se seleccionan o combinan en función de los requisitos del proceso, las necesidades de precisión y las condiciones ambientales.

III. Las últimas tecnologías de monitoreo de baños de soldadura
El monitoreo del baño de soldadura es una parte fundamental del control de calidad de la soldadura. Impulsadas por la Industria 4.0 y la fabricación inteligente, en los últimos años han surgido numerosas tecnologías innovadoras en este campo. Esta sección presenta sistemáticamente los últimos avances en el monitoreo de baños de soldadura, incluidos los métodos de detección convencionales, aplicaciones de inteligencia artificial, tecnología de fusión de múltiples sensores y casos de aplicaciones industriales.
1. Estado de desarrollo de las principales tecnologías de detección
1.1 Tecnología de imágenes ópticas
Las imágenes ópticas son la principal tecnología de monitoreo de piscinas fundidas, y los avances recientes incluyen:
- Imágenes de alto rango dinámico (HDR): Las cámaras industriales de alta velocidad de fotogramas de 240 Hz combinadas con tecnología de fusión de exposición múltiple capturan claramente el flujo del charco fundido bajo un resplandor de arco extremo de hasta 10⁵ Lux.
- Triangulación láser: Alcanza una precisión de ±0,01 mm mediante proyección de franjas láser y recepción de sensor CMOS, convirtiéndose en una solución principal en la fabricación de automóviles.
- Tomografía de coherencia óptica (OCT): Una técnica de imágenes de alta resolución no invasiva para el monitoreo en tiempo real de la penetración de piscinas fundidas, especialmente adecuada para soldadura de precisión en el sector aeroespacial.
1.2 Tecnología de monitoreo acústico
La monitorización acústica ofrece ventajas únicas en escenarios específicos:
- Monitoreo ultrasónico: Aplicable a la soldadura de placas gruesas, detectando defectos internos con un error de medición de la altura del defecto controlado dentro de 1 mm.
- Análisis de señal acústica de arco.: Judges molten pool status via characteristic acoustic signals in the 20–20,000Hz frequency band with response time <5ms, ideal for deep penetration welding.
1.3 Tecnología de imágenes térmicas infrarrojas
Los sistemas de monitoreo por infrarrojos de última generación capturan en tiempo real la distribución de la temperatura en el campo de charcos fundidos a 800-1500 °C. Combinados con algoritmos de IA, permiten la compensación de la deformación térmica, el seguimiento de la soldadura de varias capas y varias pasadas y la identificación de defectos como fusión incompleta y socavados.
2. Aplicaciones innovadoras de la inteligencia artificial en la detección de piscinas fundidas
2.1 Métricas de rendimiento del modelo de IA
- Tasa de errores de juicio: Los modelos CNN avanzados reducen la tasa de detección perdida de defectos de fusión incompleta en soldadura de aleaciones de aluminio del 8% al 0,3%.
- Tiempo de respuesta: Embedded AI chips (e.g., NVIDIA Jetson) achieve millisecond-level detection, with some systems responding in <10ms.
- Aprendizaje adaptativo: El sistema industrial de modelo grande de Huagong Tech logra una tasa de reconocimiento superior al 98 % para soldaduras con formas especiales a través de una biblioteca de tipos de ranuras previamente entrenada.
2.2 Soluciones típicas de aplicaciones de IA
- Detección de defectos de aprendizaje profundo: Basado en la arquitectura YOLOv7, identifica simultáneamente 6 defectos comunes, incluida la porosidad, la inclusión de escoria y la fusión incompleta, con una precisión superior al 99,5 %.
- Sistemas gemelos digitales: Construya modelos digitales de piscinas fundidas a partir de datos en tiempo real para predecir la calidad de la soldadura y optimizar los parámetros del proceso.
- Fusión de datos multimodal: Combina datos visuales, infrarrojos y acústicos con filtrado de Kalman para mejorar la confiabilidad del monitoreo.
3. Avances en la tecnología de fusión multisensor
La fusión de múltiples sensores se ha convertido en una tecnología central en la automatización de la soldadura moderna, mejorando significativamente la precisión, estabilidad y confiabilidad de la detección de charcos fundidos mediante la integración de datos de diferentes sensores.
3.1 Algoritmos de fusión típicos
- Filtrado de Kalman: Fuses time-series data from multiple sensors to effectively reduce noise interference; enables real-time correction of torch posture in seam tracking with response delay <2ms.
- Aprendizaje profundo: Las bibliotecas de tipos de ranuras previamente entrenadas a través de redes neuronales convolucionales aumentan las tasas de reconocimiento de soldaduras con ranura en V, ranura en U y otras soldaduras con formas especiales a más del 98 %. Los algoritmos de reconocimiento de defectos de IA analizan 12 parámetros, incluido el ancho del baño fundido, el refuerzo y la inclusión de escoria, en tiempo real.
- Control PID difuso: Ajusta dinámicamente la velocidad de soldadura y la compensación combinada con el modelo cinemático de la antorcha; Aplicado en un taller de soldadura de automóviles, mejoró la consistencia de la resistencia de la carrocería en un 30%.
- Fusión por transformada wavelet: Diseña reglas de fusión para subbandas de baja y alta frecuencia de imágenes de piscinas fundidas para mejorar la información de los bordes.
3.2 Arquitectura técnica central
Las patentes muestran que los principales sistemas multisensor suelen incluir:
- Sensor de seguimiento láser: Proporciona un posicionamiento espacial de ±0,01 mm.
- Sensor de monitoreo de piscina fundida: Captura la dinámica del baño fundido a través de imágenes HDR.
- Sensor de detección de temperatura de la pieza de trabajo: Supervisa la distribución del campo térmico mediante infrarrojos.
3.3 Esquemas de fusión de datos
Un sistema desarrollado por una marca optoelectrónica nacional adopta:
- Detección visual: Cámaras industriales de alta velocidad de fotogramas + proyección de luz estructurada para resolver contornos de soldadura 3D (precisión de ±0,01 mm).
- Escaneo láser: Los sensores láser lineales capturan los parámetros geométricos de las ranuras.
- Detección de arco: Invierte la dinámica del baño fundido a través de fluctuaciones de corriente/voltaje para compensar los puntos ciegos visuales.
3.4 Ventajas de rendimiento
En comparación con los sistemas de tecnología única, los sistemas multisensor:
- Mejore la precisión general en un 40 % y adáptese a condiciones de trabajo complejas, como fuertes reflejos de arco, salpicaduras y humo.
- Reducir la tasa de fracaso en un 60%.
3.5 Casos típicos de aplicación industrial
- Fabricación de automóviles:
- Soldadura de paneles de anillos de puertas: el sistema de seguimiento láser optoelectrónico de Leishuo logra una precisión de ±0,01 mm, resuelve la deformación térmica mediante compensación dinámica, aumenta el rendimiento de la soldadura del 92 % al 99,5 % y ahorra más de 3 millones de yuanes en costos de retrabajo anualmente por línea de producción.
- Soldadura de carrocería en blanco: los sistemas de visión láser reducen el tiempo de ciclo de 120 a 85 segundos por pieza y la tasa de salpicaduras en un 75 %.
- Soldadura de bandeja de batería de nueva energía: tasa de defectos reducida del 5% a menos del 1%.
- Aeroespacial:
- La soldadura de componentes de aleación de titanio logra una precisión de 0,01 mm, superando la contaminación lumínica de la soldadura láser; Evita la deformación térmica que afecta el rendimiento aerodinámico en la soldadura de álabes de turbinas de motores.
- Equipos energéticos:
- Soldadura sellada de tuberías de energía nuclear y seguimiento de costuras circulares de gran diámetro de torres de turbinas eólicas, en sustitución de operaciones manuales de alto riesgo.
- Una central térmica mejoró la eficiencia del mantenimiento de fallas de la turbina de vapor en un 50 % mediante la adquisición de datos sincrónicos de 32 canales.
- Electrónica de precisión:
- Admite la soldadura eficiente de conectores microelectrónicos con juntas de soldadura inferiores a 0,5 mm, lo que garantiza hermeticidad y ausencia de juntas frías.
- En la soldadura de PCB, el algoritmo LAKNN mejora la precisión del registro de imágenes en un 30 %, con una precisión de soldadura de ±0,01 mm.
IV. Análisis de costos de las últimas tecnologías de detección de baños de soldadura
1. Descripción general de los costos de la tecnología de detección convencional
Según los últimos datos del mercado, los costos de las tecnologías de detección de baños de soldadura varían significativamente según el tipo, los requisitos de precisión y los escenarios de aplicación. Los rangos de precios para las principales tecnologías son los siguientes:
| Tipo de tecnología | Rango de precios (10.000 RMB) | Configuración típica | Escenarios aplicables |
|---|---|---|---|
| Imágenes HDR industriales | 28,5–90 | Sistema de galvanómetro de alta velocidad de 500 Hz, sensor espectral de 8 canales | Fabricación de automóviles, soldadura industrial en general. |
| Sistema de seguimiento láser 3D | 5–100 | Precisión de ±0,05 mm, compatible con la colaboración entre múltiples robots | Soldadura de anillos de puertas para automóviles, aeroespacial |
| Imágenes térmicas infrarrojas | 3–50 | Medición de temperatura de amplio rango de 450 °C, ajustable de 30 a 80 kHz | Tuberías de energía, soldadura de placas gruesas |
| Fusión multisensor | 10–286 | Láser combinado + visión + detección de arco | Fabricación de precisión, soldaduras con formas especiales. |
| Sistema de detección de IA | 20–200+ | Chip de IA integrado (p. ej., Jetson), modelo ResNet-50 | Líneas de producción automatizadas de alta precisión |
Nota: Los equipos importados suelen ser entre 1,5 y 3 veces más caros que los de marcas nacionales; Los equipos de grado aeroespacial cuestan entre 2 y 5 veces más que los de grado industrial.
2. Rentabilidad en aplicaciones industriales
(1) Fabricación de automóviles
- Inversión inicial:
- Línea de soldadura de anillos de puerta: ~80–150 millones de RMB (incluido seguimiento 3D + inspección de calidad mediante IA).
- Detección de bandeja de batería: 50–100 millones de RMB (sistema de visión láser).
- Beneficios:
- El ciclo de detección se redujo de 45 segundos a 8 segundos.
- Los ahorros anuales en costos de retrabajo superan los 3 millones de yuanes.
- La tasa de defectos se redujo del 1,8% al 0,05%.
(2) Aeroespacial
- Costo del equipo: Sistemas de detección de aleaciones de titanio ~200–500 millones de RMB.
- Características de mantenimiento:
- El costo de mantenimiento anual representa entre el 12% y el 18% del valor del equipo, incluida la adaptación al entorno de vacío.
- Los sistemas de mantenimiento predictivo reducen el tiempo de inactividad no planificado en un 30 %.
(3) Tuberías de energía
- Solución típica: 50-80 millones de RMB (sistema especial para oleoductos de larga distancia).
- Ventajas de costos: Se adapta a los cambios de diámetro de tubería, reduciendo las horas de trabajo de detección manual en un 70%.
3. Control de Costos y Desarrollo Tecnológico
- Sustitución interna: Las marcas nacionales son entre un 30% y un 50% más baratas que las importadas, con notables ventajas en términos de costo-rendimiento.
- Reducción de costos de tecnología:
- La compresión del modelo de IA reduce los requisitos de hardware en un 40 %.
- Los esquemas de fusión multiespectral reducen la cantidad de sensores.
- Optimización del mantenimiento:
- El diagnóstico remoto reduce los costos de servicio in situ en un 50 %.
- El diseño modular reduce los costos de repuestos en un 35%.
V. Desafíos técnicos y tendencias de desarrollo de la detección de baños de soldadura por fusión con múltiples sensores
1. Principales desafíos técnicos
- Interferencia ambiental: El fuerte resplandor del arco, las salpicaduras y los humos provocan la atenuación de la señal del sensor. Solución: Imágenes multiespectrales para eliminar la interferencia del arco.
- Sincronización de datos: Sampling frequency differences between sensors cause timing misalignment. Progress: EtherCAT-based synchronous systems with synchronization error <1µs.
- Requisitos en tiempo real: La dinámica rápida del charco fundido exige una respuesta a nivel de milisegundos. Avance: la implementación de Edge Computing reduce la latencia de procesamiento a 5 ms.
- Calibración de sensores: La precisión del registro espacial afecta el rendimiento de la fusión. Innovación: Los algoritmos de autocalibración en línea extienden los ciclos de mantenimiento 3 veces.
2. Últimas tendencias técnicas
- Tecnología de gemelos digitales: Construcción en tiempo real de gemelos digitales de piscinas fundidas para simular y predecir el comportamiento de las piscinas. Aplicado por una empresa aeroespacial, acortó el ciclo de optimización del proceso de soldadura en un 40%.
- Fusión mejorada por IA: Transfer learning rapidly adapts to new equipment types, compressing self-learning cycles from 72 hours to 3 hours. Defect interception rate reaches 98%, with automatic parameter adjustment response time <100ms.
- Tecnología antiinterferencias: Los interruptores electrónicos patentados controlados magnéticamente resisten fuertes interferencias magnéticas de soldadura para evitar errores de cálculo. La adquisición síncrona multicanal combinada con filtrado adaptativo mejora la relación señal-ruido en 15 dB.
- Miniaturización e integración.: La tecnología MEMS reduce el tamaño del sensor en un 50 % y el consumo de energía en un 30 %. Los sensores integrados de temperatura y presión son más pequeños y livianos, lo que cumple con los requisitos de ligereza del automóvil.
3. Direcciones de desarrollo futuro
- Soldadura remota 5G: La comunicación de baja latencia permite el monitoreo remoto del ingeniero.
- Tecnología de detección cuántica: Se están desarrollando equipos de monitoreo de próxima generación con una resolución de 0,1 micrones.
- Tecnología de detección verde: Sensores de baja potencia y aplicaciones de materiales sostenibles.
VI. Resumen de la tecnología de monitoreo de piscinas fundidas de soldadura
Con la profunda integración de la IA y las tecnologías multisensor, la detección de baños de soldadura está pasando del juicio empírico a la toma de decisiones basada en datos.
La tecnología de fusión de sensores múltiples mejora significativamente la precisión y confiabilidad de la detección de charcos fundidos al integrar información visual, láser, infrarroja, acústica y otras fuentes múltiples. Las soluciones convencionales actuales adoptan la fusión a nivel de funciones combinada con algoritmos de aprendizaje profundo, logrando resultados notables en los campos automotriz, aeroespacial y otros. Sin embargo, desafíos como la interferencia ambiental y la sincronización de datos requieren avances continuos.
Las tendencias futuras se centrarán en tres direcciones:
- Integración profunda de gemelo digital y tecnología de simulación en tiempo real;
- Procesamiento inteligente localizado potenciado por chips de IA de vanguardia;
- Mayor integración habilitada por nuevos sensores MEMS.
Impulsados por la Industria 4.0, se espera que los sistemas de fusión multisensor alcancen total autonomía en el control de calidad de la soldadura entre 2025 y 2030, impulsando la fabricación inteligente a nuevas alturas.
Deja una respuesta