
Die neueste Technologie zur Schweißbadüberwachung
Die Schweißüberwachungstechnologie erkennt Fehler und Anomalien während des Schweißens durch Echtzeitmessung von Parametern wie Strom, Spannung, Temperatur und Luftstrom. Durch die Überwachung dieser Parameter können die Form des Schweißlichtbogens, die Lichtbogenstabilität, die Materialschmelztiefe und andere Bedingungen bestimmt werden, wodurch eine Kontrolle über die Schweißqualität erreicht wird.
Zu den gängigen Schweißüberwachungstechnologien gehören derzeit Laserspektroskopie, Infrarotstrahlungstechnologie, zerstörungsfreie Prüftechnologie für elektromagnetische Wellen und akustische Erkennungstechnologie. Unter diesen ist die Laserspektroskopie eine Nachweistechnik, die auf Atomemissionsspektroskopie oder Molekülabsorptionsspektroskopie basiert und hauptsächlich zur Online-Erkennung von Legierungselementen und Verunreinigungselementen beim Schweißen verwendet wird. Die Infrarotstrahlungstechnologie nutzt die lineare Beziehung zwischen der Intensität der von Materie im thermischen Gleichgewicht emittierten Infrarotstrahlung und der Temperatur, um eine Echtzeitüberwachung und -steuerung des Temperaturfelds während des Schweißens zu realisieren. Die zerstörungsfreie Prüftechnologie elektromagnetischer Wellen erkennt hauptsächlich Defekte wie unvollständige Durchdringung und Hastelloy-Risse in geschweißten Metallen durch Beobachtung der Ausbreitungseigenschaften und Anomalien elektromagnetischer Wellen. Die akustische Erkennungstechnologie identifiziert Schweißfehler wie Porosität durch die Analyse akustischer Signale, die beim Schweißen erzeugt werden.
I. Aktuelle Entwicklung von Methoden zur Erfassung geschmolzener Pools
1. Konzepte der visuellen und akustischen Wahrnehmung
Kurz gesagt handelt es sich bei der visuellen Sensorik um eine elektronische Bildgebungstechnologie, die in Produktionsanlagen zur Prozesssteuerung, mechanischen Steuerung, Qualitätskontrolle und anderen Zwecken eingesetzt wird. Vision-Sensoren (Bilderfassungsgeräte, unterteilt in CMOS- und CCD-Typen) erfassen Bilder und übertragen sie an eine Verarbeitungseinheit. Durch digitale Verarbeitung beurteilt das System Abmessungen, Formen und Farben anhand der Pixelverteilung, Helligkeit, Farbe und anderer Informationen und steuert dann die Geräteaktionen vor Ort entsprechend.
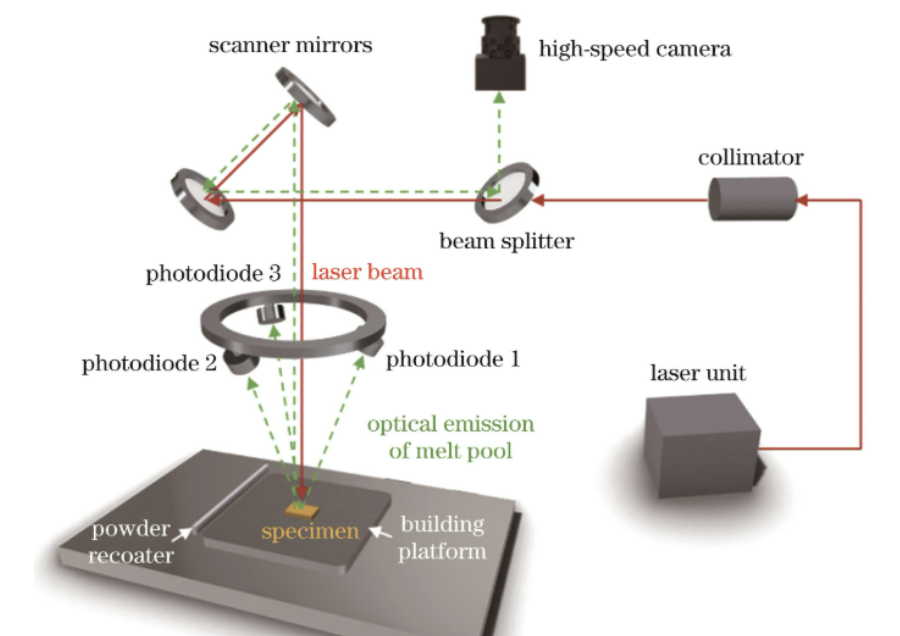
Die Automatisierung und Intelligenz des Schweißprozesses stellen die zukünftige Entwicklungsrichtung der Schweißtechnik dar. Schweißen ist jedoch ein komplexer physikalisch-chemischer Prozess, bei dem Elektrizität, Licht, Wärme, Kraft und andere Faktoren kombiniert wirken. Der Schweißlichtbogen ist ein stark gekoppeltes, nichtlineares, zeitlich veränderliches Steuerobjekt mit mehreren Eingängen und mehreren Ausgängen und zahlreichen Störfaktoren, was ihn zu einer anspruchsvollen Aufgabe macht. Um dieses Problem anzugehen, haben Techniker verschiedene Lichtbogensensoren entwickelt – optische, akustische, mechanische, Lichtbogenspannungssensoren usw. –, um den Schweißprozess zu überwachen.
Akustische Sensoren bestehen aus Spannungskristallmaterialien. Unter bestimmten Bedingungen entspricht die bei der Lichtbogenverbrennung emittierte Schallfrequenz eins zu eins dem Schmelzbadvolumen. Durch die Erfassung der Schallfrequenz können indirekt charakteristische Parameter des Schmelzbades wiedergegeben werden. Sie werden hauptsächlich zur Eindringerkennung, Schweißfehlererkennung und Nahtverfolgung beim Plasmastichlochschweißen und Laserschweißen eingesetzt. Lichtbogensensoren basieren auf den inhärenten Eigenschaften des Lichtbogens, wie Strom und Spannung, und werden derzeit hauptsächlich zur Nahtverfolgung und Ablagerungskontrolle eingesetzt.
2. Visuelle Informationserfassungstechnologie
Die visuelle Informationserfassung durch Roboter umfasst drei Komponenten: Vision-Sensoren, Lichtquellen und Hardware/Software für die visuelle Informationsverarbeitung. Beim Lichtbogenschweißen treten starke Störungen wie Lichtbogenblendung, Spritzer und Rauch auf, weshalb die Auswahl visueller Erfassungsmethoden von entscheidender Bedeutung ist. Bei Lichtbogenschweißrobotern werden die Bildverarbeitungsmethoden anhand der Beleuchtungsquelle in passive Sicht und aktive Sicht unterteilt.
Beim passiven Sehen wird ein System aus Bogenlicht oder gewöhnlichen Lichtquellen und Kameras verwendet. Seine Funktion besteht darin, die größtmögliche Lichtbogenblendung durch ein geeignetes optisches System herauszufiltern, um klare, realistische Bilder der Schmelzbadzone zu erhalten.
Aktives Sehen bezieht sich im Allgemeinen auf ein Sichterfassungssystem, das aus strukturierten Lichtquellen und Kameras besteht. Es verwendet Lichtquellen mit bestimmten Wellenlängen, die vom Lichtbogen unterscheidbar sind, sodass der optische Sensor nur Licht dieser Wellenlänge empfangen und gleichzeitig Lichtbogenblendungen herausfiltern kann.
3. Bildverarbeitungsprozess
Bei der Nahtverfolgungskontrolle mittels visueller Abtasttechnik wird eine von einer Laserdiode emittierte Punktlichtquelle durch eine Zylinderlinse in eine linienförmige Lichtquelle umgewandelt und auf die Werkstückoberfläche projiziert. Indem der Laserstrahl vertikal einstrahlt und das CCD schräg empfängt, werden gleichzeitig zweidimensionale Informationen über die Werkstückoberfläche und die Höhenrichtung erhalten.
Nach dem Empfang des reflektierten Lichts sendet der CCD das Videosignal an eine Bilderfassungskarte, die es per A/D-Wandlung in ein 8-Bit-Digitalsignal umwandelt und es per Interrupt-Übertragung über den PCI-Bus an den Computerspeicher überträgt. Bildverarbeitungsprogramme führen dann eine Vorverarbeitung (Filterung, Verbesserung usw.) und eine Nachverarbeitung (Extrahieren der Schweißmittellinie, Erkennen charakteristischer Signalpunkte) durch, um Abweichungssignale zu erhalten. Steueralgorithmen erzeugen Steuersignale und Aktoren treiben AC-Servomotoren an, um sich nach oben, unten, links und rechts zu bewegen, um Abweichungen in Echtzeit zu korrigieren.
II. Einführung in Technologien zur Überwachung von Schmelzbädern
Die Schmelzbadüberwachung ist eine Schlüsseltechnologie zur Sicherstellung der Prozessqualität in der laseradditiven Fertigung, beim Laserauftragschweißen, Schweißen und anderen Anwendungen. Gängige Typen und Prinzipien sind wie folgt:
- Visionbasierte Bildüberwachung: Industriekameras (CCD, CMOS) erfassen Bilder von Schmelzbädern und Bildverarbeitungsalgorithmen extrahieren morphologische Merkmale wie Fläche, Länge, Breite und Kontur. Kameras können koaxial zum Bearbeitungskopf montiert werden, um das Schmelzbad und die Kamera relativ stationär zu halten und so den Bildkorrekturaufwand zu reduzieren. Diese Methode spiegelt makroskopische morphologische Veränderungen des Schmelzbads intuitiv wider und bietet eine Grundlage für die Parameteranpassung, wird jedoch durch die Helligkeit des Schmelzbads, Spritzer und Plasmainterferenzen beeinflusst; Die Genauigkeit und Robustheit von Bildverarbeitungsalgorithmen sind entscheidend.
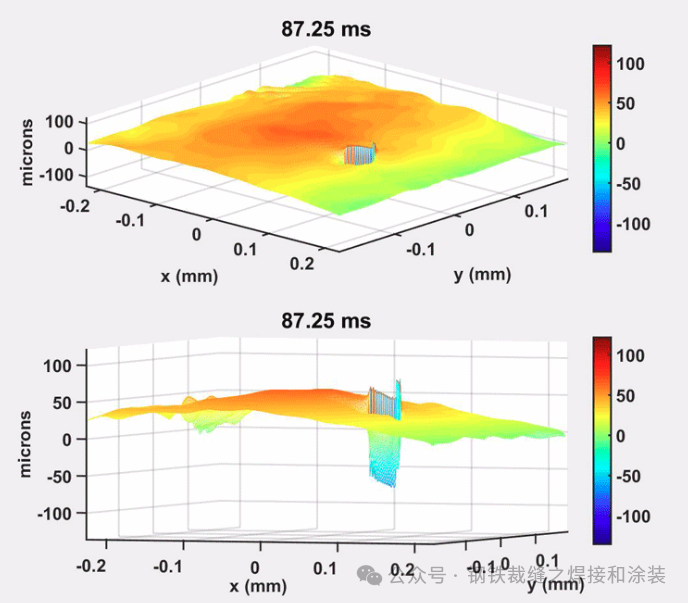
- Temperaturfeldüberwachung: Berührungslose Temperaturmessgeräte wie Infrarotkameras oder Pyrometer erfassen Temperaturverteilungsdaten des Schmelzbades. Infrarotkameras erfassen Wärmebilder und berechnen Temperaturfelder über Wärmebildalgorithmen; Pyrometer bestimmen Temperaturen, indem sie optische Signale spezifischer Wellenlänge messen, die vom Schmelzbad abgestrahlt werden. Die Temperaturfeldüberwachung spiegelt den thermischen Zustand des Schmelzbads wider und hilft dabei, Anomalien wie Instabilität, lokale Überhitzung oder übermäßig schnelle Abkühlung zu erkennen. Sie ist von entscheidender Bedeutung für die Kontrolle der Erstarrung und die Reduzierung von Restspannungen und Defekten.
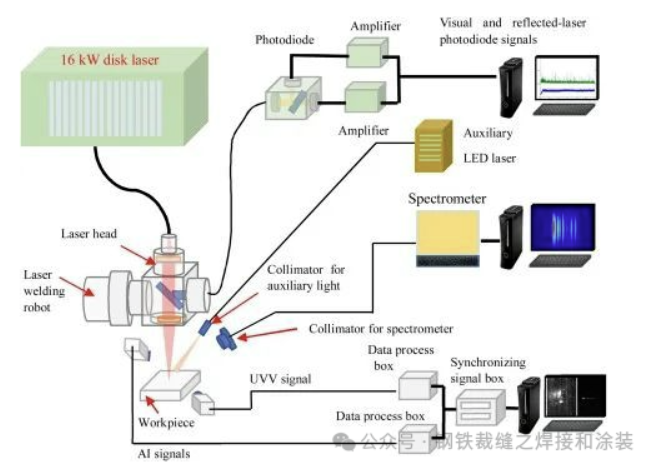
- Spektroskopiebasierte Überwachung: Spektrometer sammeln Spektralsignale des geschmolzenen Poolplasmas. Die Analyse der charakteristischen Linienintensität und der relativen Intensitätsverhältnisse liefert Daten über Materialzusammensetzung, Elementgehalt, Plasmatemperatur, Elektronendichte und andere Informationen. Diese Methode spiegelt den metallurgischen Prozess des Schmelzbades aus mikroskopischer Sicht wider und hilft bei der Erkennung potenzieller Defekte, die durch eine abnormale Materialzusammensetzung verursacht werden. Sie erfordert jedoch hochpräzise Spektrometer und eine starke Unterdrückung von Umgebungsinterferenzen.
- Akustische Überwachung: Beinhaltet akustische Emission (AE) und Laser-Ultraschall (LU). AE erfasst Signale aus der Defektbildung wie Rissausbreitung und Porosität und identifiziert Defekttyp und -ort durch Signalanalyse. LU nutzt laserinduzierte Ultraschallwellen, um durch die Erkennung von Wellenausbreitungseigenschaften Informationen über das interne Schmelzbad zu erhalten. Dies bietet Vorteile bei der berührungslosen Hochtemperaturbeständigkeit, erfordert aber präzise Laserparameter und Erkennungssysteme.
Verschiedene Technologien haben unterschiedliche Stärken und Schwächen und werden oft basierend auf Prozessanforderungen, Präzisionsanforderungen und Umgebungsbedingungen ausgewählt oder kombiniert.

III. Die neuesten Technologien zur Schweißbadüberwachung
Die Überwachung des Schweißbades ist ein zentraler Bestandteil der Schweißqualitätskontrolle. Angetrieben von Industrie 4.0 und intelligenter Fertigung sind in diesem Bereich in den letzten Jahren zahlreiche bahnbrechende Technologien entstanden. In diesem Abschnitt werden systematisch die neuesten Fortschritte in der Schweißbadüberwachung vorgestellt, darunter gängige Erkennungsmethoden, KI-Anwendungen, Multisensor-Fusionstechnologie und industrielle Anwendungsfälle.
1. Entwicklungsstand gängiger Erkennungstechnologien
1.1 Optische Bildgebungstechnologie
Die optische Bildgebung ist die gängige Technologie zur Überwachung von Schmelzbädern. Zu den jüngsten Fortschritten gehören:
- High Dynamic Range (HDR)-Bildgebung: 240-Hz-Industriekameras mit hoher Bildrate in Kombination mit Multi-Exposure-Fusion-Technologie erfassen den Schmelzbadfluss unter extremer Lichtbogenblendung von bis zu 10⁵ Lux deutlich.
- Lasertriangulation: Erreicht eine Genauigkeit von ±0,01 mm durch Laserstreifenprojektion und CMOS-Sensorempfang und wird zu einer gängigen Lösung im Automobilbau.
- Optische Kohärenztomographie (OCT): Eine nicht-invasive hochauflösende Bildgebungstechnik zur Echtzeitüberwachung des Eindringens von Schmelzbädern, besonders geeignet für Präzisionsschweißen in der Luft- und Raumfahrt.
1.2 Akustische Überwachungstechnologie
Akustische Überwachung bietet in bestimmten Szenarien einzigartige Vorteile:
- Ultraschallüberwachung: Gilt für das Schweißen dicker Bleche und erkennt interne Fehler, wobei der Messfehler der Fehlerhöhe innerhalb von 1 mm liegt.
- Analyse akustischer Lichtbogensignale: Judges molten pool status via characteristic acoustic signals in the 20–20,000Hz frequency band with response time <5ms, ideal for deep penetration welding.
1.3 Infrarot-Wärmebildtechnik
Hochmoderne Infrarot-Überwachungssysteme erfassen in Echtzeit die Temperaturfeldverteilung von Schmelzbädern bei 800–1500 °C. In Kombination mit KI-Algorithmen ermöglichen sie die Kompensation thermischer Verformungen, die Verfolgung mehrschichtiger Schweißnähte in mehreren Durchgängen und die Identifizierung von Fehlern wie unvollständiger Verschmelzung und Unterschnitt.
2. Innovative Anwendungen künstlicher Intelligenz bei der Erkennung von Schmelzbädern
2.1 Leistungsmetriken des KI-Modells
- Fehleinschätzungsrate: Fortschrittliche CNN-Modelle reduzieren die Fehlerkennungsrate unvollständiger Schmelzfehler beim Schweißen von Aluminiumlegierungen von 8 % auf 0,3 %.
- Ansprechzeit: Embedded AI chips (e.g., NVIDIA Jetson) achieve millisecond-level detection, with some systems responding in <10ms.
- Adaptives Lernen: Das industrielle Großmodellsystem von Huagong Tech erreicht durch eine vorab trainierte Nuttypbibliothek eine Erkennungsrate von über 98 % für speziell geformte Schweißnähte.
2.2 Typische KI-Anwendungslösungen
- Erkennung von Deep-Learning-Fehlern: Basierend auf der YOLOv7-Architektur, identifiziert gleichzeitig 6 häufige Defekte, darunter Porosität, Schlackeneinschlüsse und unvollständige Fusion, mit einer Genauigkeit von über 99,5 %.
- Digitale Zwillingssysteme: Erstellen Sie digitale Schmelzbadmodelle aus Echtzeitdaten, um die Schweißqualität vorherzusagen und Prozessparameter zu optimieren.
- Multimodale Datenfusion: Kombiniert visuelle, Infrarot- und akustische Daten mit Kalman-Filterung, um die Überwachungszuverlässigkeit zu verbessern.
3. Durchbrüche in der Multisensor-Fusionstechnologie
Die Multisensorfusion ist zu einer Kerntechnologie der modernen Schweißautomatisierung geworden und verbessert die Präzision, Stabilität und Zuverlässigkeit der Schmelzbaderkennung durch die Integration von Daten verschiedener Sensoren erheblich.
3.1 Typische Fusionsalgorithmen
- Kalman-Filterung: Fuses time-series data from multiple sensors to effectively reduce noise interference; enables real-time correction of torch posture in seam tracking with response delay <2ms.
- Tiefes Lernen: Vorab trainierte Rillentypbibliotheken über Faltungs-Neuronale Netze erhöhen die Erkennungsraten von V-Nuten, U-Nuten und anderen speziell geformten Schweißnähten auf über 98 %. KI-Algorithmen zur Fehlererkennung analysieren 12 Parameter, darunter die Breite des Schmelzbads, die Verstärkung und den Schlackeneinschluss in Echtzeit.
- Fuzzy-PID-Regelung: Passt Schweißgeschwindigkeit und -versatz dynamisch in Kombination mit dem Brennerkinematikmodell an; Bei der Anwendung in einer Kfz-Schweißwerkstatt verbesserte sich die Stabilität der Karosserie um 30 %.
- Wavelet-Transformationsfusion: Entwirft Fusionsregeln für Nieder- und Hochfrequenz-Teilbänder von Schmelzbadbildern, um Kanteninformationen zu verbessern.
3.2 Technische Kernarchitektur
Patente zeigen, dass führende Multisensorsysteme typischerweise Folgendes umfassen:
- Laser-Tracking-Sensor: Bietet eine räumliche Positionierung von ±0,01 mm.
- Sensor zur Überwachung des Schmelzbades: Erfasst die Dynamik von Schmelzbädern mittels HDR-Bildgebung.
- Sensor zur Erkennung der Werkstücktemperatur: Überwacht die Wärmefeldverteilung per Infrarot.
3.3 Datenfusionsschemata
Ein von einer inländischen optoelektronischen Marke entwickeltes System übernimmt Folgendes:
- Visuelle Wahrnehmung: Industriekameras mit hoher Bildrate + strukturierte Lichtprojektion zur Auflösung von 3D-Schweißkonturen (±0,01 mm Präzision).
- Laserscanning: Lineare Lasersensoren erfassen geometrische Parameter der Nut.
- Lichtbogenerkennung: Kehrt die Dynamik des Schmelzbades über Strom-/Spannungsschwankungen um, um visuelle tote Winkel auszugleichen.
3.4 Leistungsvorteile
Im Vergleich zu Single-Technologie-Systemen sind Multi-Sensor-Systeme:
- Verbessern Sie die Gesamtpräzision um 40 % und passen Sie sich an komplexe Arbeitsbedingungen wie starke Lichtbogenblendung, Spritzer und Rauch an.
- Reduzieren Sie die Ausfallrate um 60 %.
3.5 Typische industrielle Anwendungsfälle
- Automobilbau:
- Schweißen von Türringplatten: Das optoelektronische Laserverfolgungssystem von Leishuo erreicht eine Genauigkeit von ±0,01 mm, behebt thermische Verformungen durch dynamische Kompensation, erhöht die Schweißausbeute von 92 % auf 99,5 % und spart jährlich über 3 Millionen Yuan an Nacharbeitskosten pro Produktionslinie.
- Rohkarosserieschweißen: Laser-Vision-Systeme reduzieren die Zykluszeit von 120 auf 85 Sekunden pro Teil und die Spritzerrate um 75 %.
- Neue Energie-Batterieträgerschweißung: Fehlerquote von 5 % auf unter 1 % gesenkt.
- Luft- und Raumfahrt:
- Das Schweißen von Titanlegierungskomponenten erreicht eine Präzision von 0,01 mm und überwindet so die Lichtverschmutzung beim Laserschweißen. vermeidet thermische Verformungen, die die aerodynamische Leistung beim Schweißen von Turbinenschaufeln beeinträchtigen.
- Energieausrüstung:
- Abgedichtetes Schweißen von Kernkraftpipelines und kreisförmige Nahtverfolgung mit großem Durchmesser von Windkrafttürmen, die risikoreiche manuelle Vorgänge ersetzen.
- Ein Wärmekraftwerk verbesserte die Effizienz der Wartung von Dampfturbinenfehlern durch 32-kanalige synchrone Datenerfassung um 50 %.
- Präzisionselektronik:
- Unterstützt das effiziente Schweißen mikroelektronischer Steckverbinder mit Lötstellen unter 0,5 mm und sorgt so für Luftdichtheit und keine Kaltstellen.
- Beim PCB-Schweißen verbessert der LAKNN-Algorithmus die Bildregistrierungsgenauigkeit um 30 %, mit einer Schweißgenauigkeit von ±0,01 mm.
IV. Kostenanalyse der neuesten Technologien zur Schweißbaderkennung
1. Überblick über die Kosten gängiger Erkennungstechnologie
Den neuesten Marktdaten zufolge variieren die Kosten für Schweißbaderkennungstechnologien je nach Typ, Präzisionsanforderungen und Anwendungsszenarien erheblich. Die Preisspannen für wichtige Technologien sind wie folgt:
| Technologietyp | Preisspanne (10.000 RMB) | Typische Konfiguration | Anwendbare Szenarien |
|---|---|---|---|
| Industrielle HDR-Bildgebung | 28,5–90 | 500-Hz-Hochgeschwindigkeits-Galvanometersystem, 8-Kanal-Spektralsensor | Automobilbau, allgemeines industrielles Schweißen |
| 3D-Laser-Tracking-System | 5–100 | ±0,05 mm Präzision, unterstützt die Zusammenarbeit mehrerer Roboter | Schweißen von Türringen in der Automobilindustrie, Luft- und Raumfahrt |
| Infrarot-Wärmebildgebung | 3–50 | 450 °C Weitbereichstemperaturmessung, 30–80 kHz einstellbar | Energieleitungen, Dickblechschweißen |
| Multisensor-Fusion | 10–286 | Kombinierte Laser-, Sicht- und Lichtbogenerkennung | Präzisionsfertigung, speziell geformte Schweißnähte |
| KI-Erkennungssystem | 20–200+ | Eingebetteter KI-Chip (z. B. Jetson), ResNet-50-Modell | Hochpräzise automatisierte Produktionslinien |
Hinweis: Importierte Geräte sind in der Regel 1,5- bis 3-mal teurer als inländische Marken. Ausrüstung in Luft- und Raumfahrtqualität kostet zwei- bis fünfmal so viel wie Ausrüstung in Industriequalität.
2. Kosteneffizienz in industriellen Anwendungen
(1) Automobilbau
- Erstinvestition:
- Türring-Schweißlinie: ~80–150 Millionen RMB (einschließlich 3D-Tracking + KI-Qualitätsprüfung).
- Batteriefacherkennung: 50–100 Millionen RMB (Laser-Vision-System).
- Vorteile:
- Der Erkennungszyklus wurde von 45 auf 8 Sekunden verkürzt.
- Die jährlichen Kosteneinsparungen bei Nacharbeiten belaufen sich auf über 3 Millionen Yuan.
- Die Fehlerquote wurde von 1,8 % auf 0,05 % gesenkt.
(2) Luft- und Raumfahrt
- Ausrüstungskosten: Erkennungssysteme für Titanlegierungen ~200–500 Millionen RMB.
- Wartungsmerkmale:
- Die jährlichen Wartungskosten machen 12–18 % des Gerätewerts aus, einschließlich der Anpassung der Vakuumumgebung.
- Vorausschauende Wartungssysteme reduzieren ungeplante Ausfallzeiten um 30 %.
(3) Energiepipelines
- Typische Lösung: 50–80 Millionen RMB (Sondersystem für Fernleitungen).
- Kostenvorteile: Passt sich an Änderungen des Rohrdurchmessers an und reduziert den Arbeitsaufwand für die manuelle Erkennung um 70 %.
3. Kostenkontrolle und technologische Entwicklung
- Inländische Substitution: Inländische Marken sind 30–50 % günstiger als importierte Marken und bieten deutliche Kosten-Leistungs-Vorteile.
- Reduzierung der Technologiekosten:
- Durch die KI-Modellkomprimierung werden die Hardwareanforderungen um 40 % reduziert.
- Multispektrale Fusionsverfahren reduzieren die Anzahl der Sensoren.
- Wartungsoptimierung:
- Die Ferndiagnose senkt die Servicekosten vor Ort um 50 %.
- Der modulare Aufbau reduziert die Ersatzteilkosten um 35 %.
V. Technische Herausforderungen und Entwicklungstrends der Multisensor-Schmelzbaderkennung
1. Große technische Herausforderungen
- Umwelteingriffe: Starke Lichtbogenblendung, Spritzer und Dämpfe führen zu einer Dämpfung des Sensorsignals. Lösung: Multispektrale Bildgebung zur Eliminierung von Lichtbogeninterferenzen.
- Datensynchronisation: Sampling frequency differences between sensors cause timing misalignment. Progress: EtherCAT-based synchronous systems with synchronization error <1µs.
- Echtzeitanforderungen: Die schnelle Dynamik des Schmelzbades erfordert eine Reaktion im Millisekundenbereich. Durchbruch: Der Einsatz von Edge Computing reduziert die Verarbeitungslatenz auf innerhalb von 5 ms.
- Sensorkalibrierung: Die Genauigkeit der räumlichen Registrierung beeinflusst die Fusionsleistung. Innovation: Online-Selbstkalibrierungsalgorithmen verlängern die Wartungszyklen um das Dreifache.
2. Neueste technische Trends
- Digitale Zwillingstechnologie: Echtzeitkonstruktion digitaler Zwillinge von Schmelzbecken zur Simulation und Vorhersage des Beckenverhaltens. Durch den Einsatz bei einem Luft- und Raumfahrtunternehmen verkürzte es den Optimierungszyklus des Schweißprozesses um 40 %.
- KI-gestützte Fusion: Transfer learning rapidly adapts to new equipment types, compressing self-learning cycles from 72 hours to 3 hours. Defect interception rate reaches 98%, with automatic parameter adjustment response time <100ms.
- Anti-Interferenz-Technologie: Patentierte elektronisch magnetisch gesteuerte Schalter widerstehen starken magnetischen Schweißstörungen, um Fehleinschätzungen zu vermeiden. Die synchrone Mehrkanalerfassung in Kombination mit adaptiver Filterung verbessert das Signal-Rausch-Verhältnis um 15 dB.
- Miniaturisierung und Integration: MEMS-Technologie reduziert die Sensorgröße um 50 % und den Stromverbrauch um 30 %. Integrierte Temperatur-Druck-Sensoren sind kleiner und leichter und erfüllen die Leichtbauanforderungen der Automobilindustrie.
3. Zukünftige Entwicklungsrichtungen
- 5G-Fernschweißen: Die Kommunikation mit geringer Latenz ermöglicht die Fernüberwachung durch den Techniker.
- Quantensensorik: Überwachungsgeräte der nächsten Generation mit einer Auflösung von 0,1 Mikrometern sind in der Entwicklung.
- Grüne Erkennungstechnologie: Low-Power-Sensoren und nachhaltige Materialanwendungen.
VI. Zusammenfassung der Technologie zur Überwachung von Schweißschmelzbädern
Durch die tiefe Integration von KI und Multisensortechnologie verlagert sich die Schweißbaderkennung von der empirischen Beurteilung hin zur datengesteuerten Entscheidungsfindung.
Die Multisensor-Fusionstechnologie verbessert die Präzision und Zuverlässigkeit der Schmelzbaderkennung erheblich, indem sie visuelle, Laser-, Infrarot-, akustische und andere Informationen aus mehreren Quellen integriert. Aktuelle Mainstream-Lösungen nutzen die Fusion auf Funktionsebene in Kombination mit Deep-Learning-Algorithmen und erzielen bemerkenswerte Ergebnisse in der Automobilindustrie, der Luft- und Raumfahrtindustrie und anderen Bereichen. Herausforderungen wie Umwelteinflüsse und Datensynchronisierung erfordern jedoch kontinuierliche Durchbrüche.
Zukünftige Trends werden sich auf drei Richtungen konzentrieren:
- Tiefe Integration digitaler Zwillinge und Echtzeitsimulationstechnologie;
- Lokalisierte intelligente Verarbeitung durch Edge-KI-Chips;
- Höhere Integration durch neue MEMS-Sensoren möglich.
Angetrieben durch Industrie 4.0 wird erwartet, dass Multisensor-Fusionssysteme zwischen 2025 und 2030 vollständige Autonomie in der Schweißqualitätskontrolle erreichen und die intelligente Fertigung auf ein neues Niveau heben.
Hinterlassen Sie eine Antwort